Odlewanie ciśnieniowe Proces krok po kroku
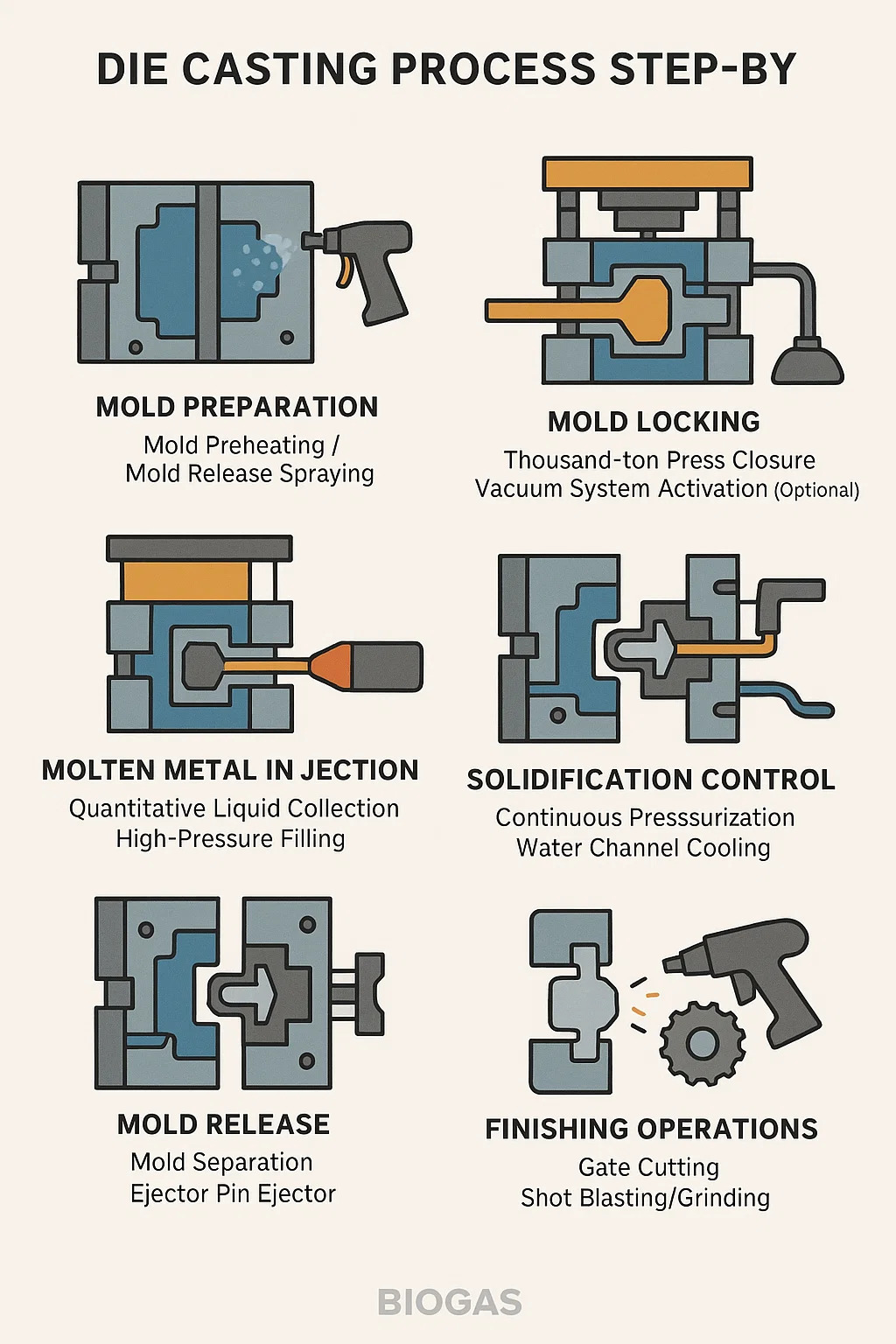
1. Przygotowanie formy (etap podstawowy)
Podgrzewanie formy: Podgrzej stalową formę do 150-200°C, aby zapobiec rozpryskiwaniu się stopionego aluminium lub zamykaniu się na zimno.
Natryskiwanie uwalniające pleśń: Użyj pistoletu na mgłę powietrzną, aby równomiernie spryskać ubytek (emulsja na bazie wody), aby chronić pleśń i ułatwić wyjmowanie z formy.
2. Blokowanie formy (bezpieczeństwo krytyczne)
Zamknięcie prasy o nacisku tysiąca ton: Górna i dolna forma są zablokowane hydraulicznie, aby wytrzymać wysokie ciśnienie wtrysku (siła zwarcia> 500 ton).
Aktywacja systemu próżniowego (opcjonalnie): Usuń powietrze z wnęki formy, aby zmniejszyć porowatość powietrza.
3. Wtrysk stopionego metalu (wtrysk z dużą prędkością)
Ilościowe zbieranie cieczy: Roztopione aluminium (około 660°C) jest automatycznie podawane z kadzi do komory wtryskowej z pieca.
Wypełnianie pod wysokim ciśnieniem: Tłok wtryskuje stopione aluminium do wnęki formy z prędkością kuli armatniej (30–100 m/s), wypełniając wnękę w ciągu 0,01–0,3 sekundy.
4. Kontrola krzepnięcia
Ciągłe zwiększanie ciśnienia: Tłok utrzymuje wysokie ciśnienie przez 10-30 sekund, aby skompensować skurcz roztopionego aluminium podczas krzepnięcia.
Chłodzenie kanałem wodnym: Zimna woda krąży w formie, usuwając ciepło, umożliwiając szybkie zestalenie części.
5. Uwolnienie pleśni
Oddzielenie formy: Prasa zostaje zwolniona, a górna i dolna forma otwierają się.
Wypychacz sworznia wypychacza: Wbudowany kołek wypychacza wyrzuca część, usuwając odpady z prowadnicy (około 30% materiału).
6. Zakończenie operacji
Cięcie zasuwy: Cięcie hydrauliczne usuwa system wlewowy i rynienkę przelewową.
Śrutowanie/szlifowanie: Usuwa zadziory i wypływki linii podziału.
Obróbka cieplna (kluczowe elementy): Hartowanie T6 zwiększa twardość.