Dom / Aktualności / Wiadomości branżowe / Czy aluminium 6061 można odlewać ciśnieniowo? Prawdziwa odpowiedź
Czy aluminium 6061 można odlewać ciśnieniowo? Bezpośrednia odpowiedź
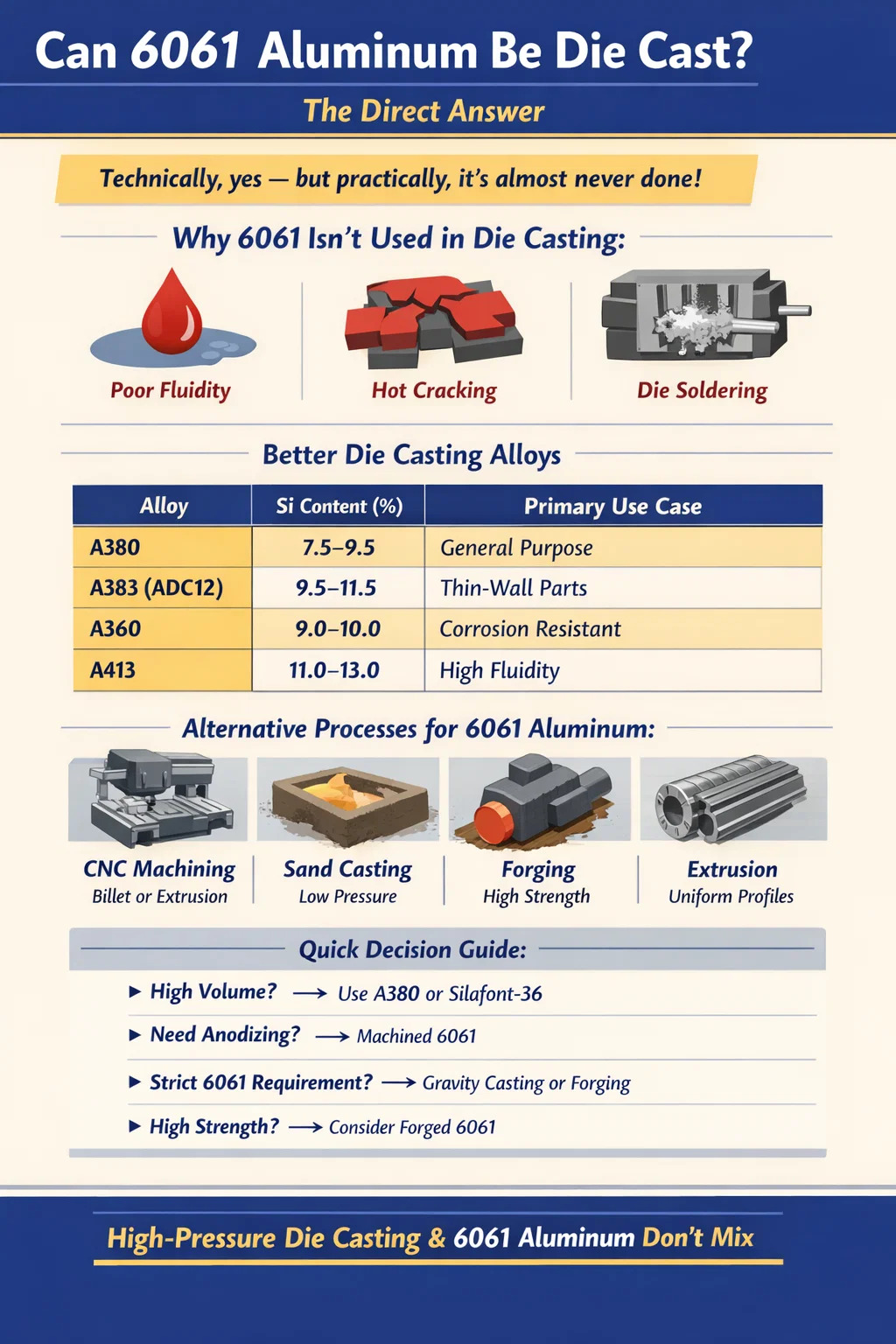
Technicznie tak, ale w praktyce produkcyjnej Aluminium 6061 prawie nigdy nie jest używane w odlewach ciśnieniowych , a większość zakładów zajmujących się odlewaniem ciśnieniowym odradza to. Powód leży w chemii stopów. 6061 to kuty stop aluminium, co oznacza, że został zaprojektowany specjalnie do procesów takich jak wytłaczanie, walcowanie i kucie, a nie do wtryskiwania do stalowych matryc pod wysokim ciśnieniem. Zawartość magnezu i krzemu, choć doskonała pod względem właściwości konstrukcyjnych po obróbce cieplnej, stwarza poważne problemy w środowisku odlewania ciśnieniowego: słaba płynność, tendencja do pękania na gorąco i problemy z lutowaniem matrycowym, które zwiększają ilość złomów i koszty oprzyrządowania.
Dominujące stopy aluminium odlewanie ciśnieniowe przemysłowe są zaprojektowane specjalnie dla tego procesu. A380, A383, A360 i ADC12 stanowią przeważającą większość odlewów ciśnieniowych aluminium na całym świecie właśnie dlatego, że ich zawartość krzemu — zwykle od 8% do 12% — zapewnia im płynność stopu, zachowanie termiczne i właściwości krzepnięcia, których wymaga odlewanie ciśnieniowe. 6061 zawiera tylko 0,4–0,8% krzemu , znacznie poniżej progu wymaganego do niezawodnego odlewania ciśnieniowego na dużą skalę.
W tym artykule wyjaśniono, dlaczego 6061 zachowuje się tak, jak podczas odlewania ciśnieniowego, jakie istnieją alternatywy i w jakich scenariuszach wybór innego stopu — lub zupełnie innego procesu — zapewni lepsze wyniki przy niższych kosztach.
Zrozumienie aluminium 6061: skład stopu i jego implikacje
Aluminium 6061 to stop serii 6xxx, co oznacza, że jego głównymi pierwiastkami stopowymi są magnez (Mg) i krzem (Si). Standardowy zakres składu przedstawia się następująco:
| Elementu | Zakres składu (%) | Rola w stopie |
|---|---|---|
| Krzem (Si) | 0,40 – 0,80 | Wzmocnienie poprzez wytrącanie się Mg₂Si |
| Magnez (Mg) | 0,80 – 1,20 | Podstawowy element wzmacniający |
| Miedź (Cu) | 0,15 – 0,40 | Dodatkowa wytrzymałość, nieznacznie zmniejsza odporność na korozję |
| Chrom (Cr) | 0,04 – 0,35 | Kontrola struktury ziarna |
| Żelazo (Fe) | Maks. 0,70 | Przypadkowe; kontrolowane jako zanieczyszczenie |
| Aluminium (Al) | Saldo (~96–99) | Metal nieszlachetny |
Połączenie Mg i Si tworzy krzemek magnezu (Mg₂Si), który wytrąca się podczas obróbki cieplnej (stan T4 lub T6), co nadaje 6061-T6 dobrze znaną wytrzymałość na rozciąganie wynoszącą około 310 MPa (45 000 psi) . Ta reakcja utwardzania wydzieleniowego jest jedną z największych zalet stopu – ale jest to zaleta po obróbce, a nie zaleta odlewania.
Natomiast niska zawartość krzemu oznacza, że stopiony stop ma wysoką lepkość i wąski zakres krzepnięcia. Po wylaniu lub wtryskiwaniu do formy nie spływa łatwo do cienkich ścianek lub skomplikowanych geometrii. Rezultatem są niekompletne wypełnienia, zimne zamknięcia i porowatość – wady, które są szczególnie problematyczne w przypadku części konstrukcyjnych lub szczelnych odlewów ciśnieniowych.
Dlaczego 6061 słabo radzi sobie w procesie odlewania ciśnieniowego
Odlewanie ciśnieniowe to proces wymagający wysokiego ciśnienia i dużej szybkości. Roztopione aluminium jest wtryskiwane do stalowej matrycy pod ciśnieniem zwykle wahającym się od 69 do 207 MPa (10 000 do 30 000 psi) , przy czasach napełniania mierzonych w milisekundach. Stop musi natychmiast przepływać przez kanały i bramki, całkowicie wypełniać cienkie sekcje i krzepnąć w przewidywalny sposób. 6061 tworzy wiele punktów awarii w tym środowisku.
Słaba płynność stopu
Płynność stopów odlewniczych aluminium zależy w dużej mierze od zawartości krzemu. Krzem obniża temperaturę topnienia, poszerza okno temperaturowe ciecz-ciało stałe i zmniejsza napięcie powierzchniowe w stopie. Stopy odlewnicze, takie jak A380, zawierają około 8,5% krzemu. 6061 zawiera mniej niż 1%. W testach płynności (np. testach płynności spiralnej) A380 konsekwentnie wypełnia od dwóch do trzech razy większą długość niż stopiony materiał 6061 w tych samych warunkach. Cienkościenne profile o grubości poniżej 2 mm są w zasadzie niemożliwe do niezawodnego wypełnienia materiałem 6061.
Pękanie na gorąco podczas krzepnięcia
6061 ma szeroki zakres krzepnięcia – różnica pomiędzy likwidusem (~652°C) i solidusem (~582°C) wynosi około 70°C. W tej fazie półstałej stop jest podatny na rozdzieranie na gorąco: częściowo zestalony szkielet kurczy się, ale ciekły metal nie może przepływać wystarczająco szybko przez pozostałe kanały, aby to skompensować. Rezultatem są wewnętrzne pęknięcia. Stopy odlewnicze o wysokiej zawartości krzemu mają węższy zakres krzepnięcia co oznacza, że metal przechodzi ze stanu ciekłego w stały szybciej i bardziej równomiernie, radykalnie zmniejszając ryzyko pękania na gorąco.
Uszkodzenia lutownicze i oprzyrządowania
Lutowanie matrycowe ma miejsce, gdy aluminium wiąże się z powierzchnią stalowej matrycy. Żelazo zawarte w matrycy reaguje z aluminium w stopie, tworząc na powierzchni matrycy związki międzymetaliczne żelazo-glin (Fe-Al IMC). Krzem pełni rolę bufora — preferuje reakcję z żelazem, tworząc fazy Fe-Si, które są mniej przylegające i łatwiejsze do uwolnienia. Ponieważ 6061 ma niską zawartość krzemu, jest znacznie bardziej podatny na lutowanie na powierzchni matrycy. Zwiększa to siły wyrzutu, powoduje defekty powierzchni odlewu i przyspiesza erozję matrycy. Donoszono, że żywotność matrycy 6061 w próbach odlewania ciśnieniowego wynosi znacznie krótsze w porównaniu do standardowych stopów do odlewania ciśnieniowego.
Powikłania obróbki cieplnej
Jedną z głównych atrakcji 6061 jest reakcja na obróbkę cieplną T6, która zwiększa wytrzymałość na rozciąganie z około 125 MPa (18 000 psi) w stanie wyżarzonym do około 310 MPa (45 000 psi). Jednakże części odlewane ciśnieniowo – nawet ze zgodnych stopów – są niezwykle trudne w obróbce cieplnej, ponieważ szybkie krzepnięcie w matrycy zatrzymuje porowatość gazu. Gdy porowaty odlew ciśnieniowy poddaje się obróbce cieplnej w temperaturze około 530°C, uwięziony gaz rozszerza się i powoduje powstawanie pęcherzy na powierzchni. Odlewy ciśnieniowe 6061 borykałyby się z tym samym problemem, chociaż już podczas odlewania występowały problemy z płynnością i pękaniem. W rezultacie rzekoma przewaga wytrzymałościowa 6061 i tak nie może być wiarygodnie zrealizowana poprzez odlewanie ciśnieniowe.
Jakie stopy aluminium są faktycznie stosowane w odlewnictwie ciśnieniowym
Branża odlewnictwa ciśnieniowego zdecydowała się na krótką listę stopów aluminium, które stale zapewniają niezawodne wyniki wysokiej jakości. Zrozumienie tych alternatyw jest niezbędne przy ocenie, czy należy kontynuować odlewanie ciśnieniowe części, która została pierwotnie zaprojektowana około 6061.
| Stop | Zawartość Si (%) | UTS (MPa) | Podstawowy przypadek użycia |
|---|---|---|---|
| A380 | 7,5 – 9,5 | ~317 | Ogólny cel; najpopularniejszy na świecie stop do odlewania ciśnieniowego |
| A383 (ADC12) | 9,5 – 11,5 | ~310 | Złożone części cienkościenne; lepsza płynność niż A380 |
| A360 | 9,0 – 10,0 | ~317 | Szczelność ciśnieniowa, odporność na korozję |
| A413 | 11,0 – 13,0 | ~296 | Najwyższa płynność; elementy hydrauliczne, skomplikowane odlewy |
| Silafont-36 (Al-Si-Mg) | 9,5 – 11,5 | Do ~350 (T5/T7) | Odlewy konstrukcyjne samochodowe; nadające się do obróbki cieplnej |
| 6061 | 0,40 – 0,80 | 310 (T6, kuty) | Wytłaczanie, kucie, obróbka skrawaniem – nie odlewanie ciśnieniowe |
Sam A380 stanowi szacunkową kwotę 60% lub więcej wszystkich odlewów ciśnieniowych aluminium produkowanych w Ameryce Północnej . Połączenie dobrych właściwości mechanicznych, doskonałej lejności i rozsądnej ceny sprawia, że jest to standardowy produkt w branży. Kiedy projektanci potrzebują odlewanego ciśnieniowo aluminium o wyższej wytrzymałości, coraz częściej sięgają po stopy takie jak Silafont-36 lub Aural-2, które zostały zaprojektowane od podstaw tak, aby łączyć dobre zachowanie podczas odlewania ciśnieniowego z możliwością reagowania na utwardzanie wydzieleniowe – czego 6061 nie może zapewnić w formie odlewu ciśnieniowego.
Kiedy inżynierowie określają 6061 i dlaczego się zmieniają
W wielu scenariuszach rozwoju produktu inżynierowie wybierają 6061 na początku projektu, ponieważ są z nim zaznajomieni lub dlatego, że prototypy zostały wykonane z kęsów 6061. Kiedy wielkość produkcji wzrasta, a odlewanie ciśnieniowe staje się atrakcyjne ze względu na redukcję kosztów, pytanie, czy zachować 6061, staje się prawdziwym punktem decyzji. Typowym rezultatem jest przejście na bardziej kompatybilny stop do odlewania ciśnieniowego, ale warto szczegółowo zbadać logikę tej logiki.
Wymagania dotyczące właściwości mechanicznych
Inżynierowie często określają 6061-T6 ze względu na jego wytrzymałość na rozciąganie około 310 MPa i granicę plastyczności 276 MPa. Pytanie brzmi, czy te właściwości są rzeczywiście wymagane w danym zastosowaniu, czy też zostały wybrane konserwatywnie na podstawie znajomości. Odlew ciśnieniowy A380 osiąga UTS około 317 MPa, bardzo blisko 6061-T6 i granicę plastyczności około 159 MPa. W zastosowaniach, w których granica plastyczności jest parametrem krytycznym – takich jak wsporniki konstrukcyjne lub obudowy nośne – A380 może okazać się niewystarczający i inżynier ma dwie możliwości: zaprojektować geometrię z dodatkową grubością ścianki w celu kompensacji lub przejść na poddający się obróbce cieplnej stop odlewniczy, taki jak Silafont-36, który może osiągnąć granicę plastyczności 240 MPa lub wyższą po obróbce T5/T7.
Odporność na korozję
6061 jest znany z dobrej odporności na korozję, szczególnie w środowiskach morskich i zewnętrznych. A380 zawiera wyższą zawartość miedzi (do 3,5%), co zmniejsza jego odporność na korozję w porównaniu do 6061. Jeśli część musi być odporna na mgłę solną lub być używana w środowisku przybrzeżnym bez powłoki, A380 może wymagać obróbki powierzchni. A360 to alternatywny stop do odlewania ciśnieniowego o niższej zawartości miedzi, który zapewnia lepszą odporność na korozję i często jest określany, gdy częścią procesu są anodowanie lub powłoki konwersyjne chromianowe.
Anodowanie i wykańczanie powierzchni
6061 anoduje wyjątkowo dobrze. Skład o niskiej zawartości żelaza i miedzi tworzy przezroczystą, spójną anodową warstwę tlenku. Stopy do odlewania ciśnieniowego, zwłaszcza te o dużej zawartości krzemu, słabo anodują — cząstki krzemu pozostają nieanodowane i pojawiają się w postaci ciemnoszarych lub czarnych plamek w warstwie tlenku, co sprawia, że dekoracyjne jasne anodowanie jest prawie niemożliwe. Jeśli część wymaga przezroczystego lub kolorowego anodowania ze względów estetycznych, odlewanie ciśnieniowe jest niewłaściwym procesem, niezależnie od stopu. Odlewanie piaskowe lub trwałe odlewanie grawitacyjne za pomocą stopów 6061 lub podobnych stopów do obróbki plastycznej, a następnie obróbka T6 jest lepszą metodą w przypadku części anodowanych w umiarkowanych ilościach.
Skrawalność
Obróbka 6061 to przyjemność. Tworzy czyste wióry, utrzymuje wąskie tolerancje i dobrze toleruje gwintowanie i gwintowanie. Stopy do odlewania ciśnieniowego są na ogół trudniejsze w obróbce narzędzi skrawających ze względu na zawartość krzemu ściernego, chociaż A380 pozostaje całkiem podatny na obróbkę skrawaniem według standardów odlewów ciśnieniowych. Jeśli po odlewie wymagana jest znaczna obróbka końcowa – na przykład precyzyjne otwory wiertnicze, wkładki gwintowane lub wąskie tolerancje płaskości – należy to uwzględnić w ogólnym porównaniu kosztów procesu pomiędzy odlewaniem ciśnieniowym z A380 i alternatywnymi procesami z wykorzystaniem 6061.
Alternatywne procesy produkcyjne aluminium 6061
Ponieważ 6061 nie nadaje się dobrze do odlewania ciśnieniowego, inżynierowie potrzebujący właściwości materiału 6061 powinni rozważyć następujące procesy produkcyjne, każdy z własnymi kompromisami pod względem możliwości geometrycznych, wykończenia powierzchni, kosztów i skalowalności objętości.
Obróbka CNC z kęsów lub wytłaczania
W przypadku małych i średnich serii — zazwyczaj poniżej 1000 części rocznie — obróbka kęsów lub półproduktów do wytłaczania 6061 jest często najbardziej opłacalnym podejściem. 6061 przy dużych prędkościach i doskonałej trwałości narzędzia. Kompetentny warsztat CNC może rutynowo utrzymywać tolerancje ± 0,025 mm (± 0,001 cala). Ograniczeniem są straty materiału (stosunek zakupu do zakupu może być wysoki w przypadku skomplikowanych części) i czas cyklu w przypadku skomplikowanych geometrii. W przypadku produkcji wielkoseryjnej koszt obróbki na część szybko przewyższa koszt odlewu.
Odlewanie piaskowe i trwałe odlewanie w formach
6061 można odlewać w piasku lub wprowadzać grawitacyjnie do trwałych form. Procesy te wymagają niższych ciśnień wtrysku niż w przypadku odlewania ciśnieniowego, co daje stopowi czas na wypełnienie formy. Odlewanie piaskowe 6061 jest praktykowane w przemyśle lotniczym i obronnym , gdzie wymagania dotyczące certyfikacji materiałów wymagają składu stopu i reakcji na obróbkę cieplną, zamiast pozwalać na zastąpienie standardowym stopem do odlewania ciśnieniowego. Granica plastyczności odlewów z piasku 6061 poddanych obróbce T6 zwykle mieści się w zakresie 220–260 MPa, nieco poniżej wartości po obróbce plastycznej, ale jest wystarczająca do wielu zastosowań konstrukcyjnych. Koszty oprzyrządowania do odlewania w piasku są niskie (w wielu przypadkach poniżej 5000 dolarów), co sprawia, że jest ono opłacalne w przypadku produkcji od jednego prototypu do kilku tysięcy części rocznie.
Kucie
6061 to jeden z najczęściej kutych stopów aluminium. Kucie wyrównuje strukturę ziaren wzdłuż linii naprężeń części, tworząc właściwości mechaniczne, które przewyższają zarówno części odlewane, jak i obrabiane. Kuty 6061-T6 może osiągnąć wytrzymałość na rozciąganie 330–350 MPa i granica plastyczności 295–310 MPa — znacznie wyższa niż w przypadku standardowej specyfikacji płyty kutej. Elementy konstrukcyjne przemysłu lotniczego, elementy rowerów i części zawieszenia samochodowego są często kute ze stali 6061. Wadą jest to, że matryce do kucia są drogie (często 20 000–80 000 USD za zestaw matryc), a proces najlepiej nadaje się do części o stosunkowo prostej geometrii i bez podcięć.
Wytłaczanie
Wytłaczanie jest prawdopodobnie natywnym procesem 6061. Stop przepływa przez matrycę, tworząc długie profile o stałym przekroju poprzecznym z dużą prędkością. Matryce do wytłaczania kosztują 500–3000 USD za proste profile, dzięki czemu proces ten jest dostępny nawet przy małych ilościach. Można uzyskać złożone przekroje poprzeczne z pustymi komorami. Operacje wtórne, takie jak piłowanie na długość, wykrawanie, wiercenie i gięcie, przekształcają wytłaczany 6061 w gotowe elementy konstrukcyjne. Ograniczeniem jest to, że przekrój poprzeczny musi być jednolity na całej długości — wytłaczanie nie może wytworzyć trójwymiarowej złożoności, jaką osiąga odlewanie ciśnieniowe.
Tiksocasting i reeocasting (przetwarzanie półstałe)
Obróbka metali półstałych (SSM) to niszowa, ale istotna opcja. Podczas tiksocastingu specjalnie przygotowany kęs 6061 o mikrostrukturze tiksotropowej jest podgrzewany do stanu półstałego i wtryskiwany do matrycy. Ponieważ materiał jest częściowo stały, płynie on bardziej przewidywalnie, z mniejszymi turbulencjami i mniejszą porowatością niż w przypadku konwencjonalnego odlewu ciśnieniowego. Badania naukowe to wykazały tixocast 6061-T6 może osiągnąć wytrzymałość na rozciąganie 280–310 MPa , bardzo blisko benchmarku kutego. Ograniczeniem są koszty: proces przygotowania kęsów (metody SIMA lub MHD) zwiększa koszty, a okno procesu jest wąskie i wymaga ścisłej kontroli temperatury. Obróbka SSM 6061 jest stosowana w komponentach motoryzacyjnych i lotniczych, gdzie wydajność mechaniczna i złożona geometria muszą współistnieć, ale nie jest to główny proces produkcyjny.
Odlewanie pod wysokim ciśnieniem a procesy niskociśnieniowe i grawitacyjne: wpływ na żywotność 6061
Warto rozróżnić różne rodziny procesów odlewania, ponieważ wyzwania związane z 6061 różnią się znacznie w zależności od ciśnienia napełniania i prędkości.
- Odlewanie ciśnieniowe (HPDC) : Ciśnienia wtrysku 10 000–30 000 psi, czasy napełniania 10–100 ms. 6061 jest całkowicie nieodpowiedni. Połączenie niskiej płynności, podatności na pękanie na gorąco i lutowania matrycowego sprawia, że niezawodna produkcja na skalę komercyjną jest niemożliwa.
- Odlewanie ciśnieniowe pod niskim ciśnieniem (LPDC) : Ciśnienia 0,03–0,1 MPa (5–15 psi), znacznie mniejsze szybkości napełniania. Tutaj 6061 wypada lepiej. LPDC jest używany do produkcji kół i niektórych konstrukcyjnych odlewów samochodowych. Wolniejsze wypełnianie zmniejsza turbulencje i pozwala na akceptowalne działanie niektórych stopów o niższej płynności. 6061 można odlewać pod niskim ciśnieniem przy odpowiednim zarządzaniu temperaturą, chociaż wymaga to dokładnej kontroli procesu.
- Forma grawitacyjna trwała (GPM / odlewanie na zimno) : Brak zastosowanego ciśnienia; metal wypełnia się grawitacyjnie. Jest to najbardziej wybaczający proces odlewania dla 6061 pod względem kompatybilności stopu. Odlewy GPM ze stali 6061 można niezawodnie poddawać obróbce cieplnej T6 i osiągać użyteczne właściwości strukturalne. Wykończenie powierzchni i spójność wymiarowa są gorsze niż HPDC, ale proces jest znacznie łatwiejszy w przypadku tego stopu.
- Odlewanie ciśnieniowe wspomagane próżniowo : Wariant HPDC, w którym przed wtryskiem wnęka matrycy jest zaciągana podciśnieniem w celu zmniejszenia porowatości. Chociaż wspomaganie próżniowe poprawia gęstość części i umożliwia obróbkę cieplną standardowych stopów do odlewania ciśnieniowego, nie rozwiązuje ono podstawowych problemów z płynnością lub pękaniem na gorąco związanych z 6061 w kontekście HPDC.
Praktyczny wniosek jest taki, że jeśli odlewanie ciśnieniowe konkretnie oznacza HPDC – co ma miejsce w większości rozmów przemysłowych – wówczas należy unikać 6061. Jeśli w zakres wchodzą procesy niskociśnieniowe lub grawitacyjne, 6061 staje się realną opcją, szczególnie w przypadku części konstrukcyjnych wymagających obróbki cieplnej T6.
Porównanie kosztów: odlewanie ciśnieniowe przy użyciu A380 w porównaniu z procesami alternatywnymi przy użyciu 6061
Koszt jest jednym z najczęstszych czynników wpływających na decyzję o odlaniu ciśnieniowym 6061 — zazwyczaj projektant chce właściwości materiału 6061, ale ekonomii odlewania ciśnieniowego w przeliczeniu na część. W poniższym porównaniu jako odniesienie wykorzystano reprezentatywną część konstrukcyjną obudowy o umiarkowanej złożoności.
| Proces | Stop | Koszt oprzyrządowania (w przybliżeniu) | Koszt częściowy 10 tys. rocznie | Możliwość obróbki cieplnej? |
|---|---|---|---|---|
| HPDC | A380 | 30 000–100 000 dolarów | 2–8 dolarów | Ograniczone (ryzyko porowatości) |
| HPDC (strukturalny) | Silafont-36 | 30 000–100 000 dolarów | 3–10 dolarów | Tak (wspomagany próżnią) |
| Grawitacja Perm. Pleśń | 6061 | 5 000–20 000 dolarów | 8–20 dolarów | Tak (możliwe do osiągnięcia T6) |
| Odlewanie piasku | 6061 | 1000–8 000 dolarów | 15–40 dolarów | Tak (możliwe do osiągnięcia T6) |
| Obróbka CNC | kęs 6061 | 0–5000 USD (mocowanie) | 20–80 dolarów | Tak (wstępnie obrobiony materiał) |
Dane pokazują, że HPDC z A380 lub stopem konstrukcyjnym do odlewania ciśnieniowego zapewnia najniższy koszt jednostkowy przy dużych ilościach, ale wymaga zaakceptowania materiału innego niż 6061. Jeśli rzeczywiście wymagany jest materiał 6061 – na przykład ze względu na specyfikacje materiałów dla przemysłu lotniczego lub szczególne wymogi certyfikacji antykorozyjnej – wówczas odlewanie grawitacyjne lub obróbka skrawaniem są ekonomicznie racjonalnymi ścieżkami, akceptującymi wyższy koszt jednostkowy w zamian za właściwy stop.
Pojawiające się alternatywy: Stopy odlewane ciśnieniowo z kutego składu
Przemysł nie zignorował zapotrzebowania na odlewane ciśnieniowo aluminium o właściwościach bliższych 6061. Kilku twórców stopów i specjalistów w dziedzinie odlewnictwa wprowadziło stopy zaprojektowane w celu wypełnienia luki pomiędzy standardowymi stopami do odlewania ciśnieniowego a kompozycjami do produkcji seryjnej. Warto o nich wiedzieć dla inżynierów oceniających dostępne opcje.
Castasil-37 (Al-Si-Mg, niska zawartość żelaza)
Opracowany przez Rheinfelden Alloys, Castasil-37 zawiera około 9–11% krzemu z bardzo niską zawartością żelaza (poniżej 0,15%) i kontrolowanym magnezem. Niska zawartość żelaza radykalnie zmniejsza skłonność do lutowania matrycowego w porównaniu ze stopami standardowymi, a stop może być odlewany ciśnieniowo w celu uzyskania cienkich, skomplikowanych przekrojów. Nie odpowiada pełnej reakcji na obróbkę cieplną 6061, ale jego właściwości po odlaniu są konkurencyjne w stosunku do wielu zastosowań, które w innym przypadku rozważałyby 6061.
Aural-2 i Aural-5
Są to pierwotne stopy aluminium opracowane specjalnie do odlewów konstrukcyjnych o wysokiej integralności, szczególnie w sektorze motoryzacyjnym, gdzie odporność na zderzenia wymaga zarówno dużej wytrzymałości, jak i wysokiej ciągliwości. Aural-2 osiąga wartości wydłużenia na poziomie 10–15% w stanie T7 , co jest porównywalne z 6061-T6. Stopy te można odlewać ciśnieniowo przy użyciu HPDC wspomaganego próżniowo, a następnie poddawać obróbce cieplnej bez znacznego powstawania pęcherzy, co stanowi najbliższe dostępne przybliżenie właściwości 6061 w formie odlewu.
Stopy serii 6xxx zoptymalizowane pod kątem HPDC (etap badawczy)
Akademickie i przemysłowe grupy badawcze opracowują zmodyfikowane stopy serii 6xxx z podwyższonymi dodatkami krzemu, mające na celu poprawę wydajności odlewania ciśnieniowego przy jednoczesnym zachowaniu części reakcji utwardzania wydzieleniowego. Nie zostały one jeszcze ustalone na skalę komercyjną, ale wyniki produkcji pilotażowej opublikowane w czasopismach takich jak Journal of Materials Processing Technology sugerują, że stopy z 3–5% dodatkiem Si i zrównoważonymi dodatkami Mg mogą osiągnąć wytrzymałość na rozciąganie 280–300 MPa po obróbce T5 z HPDC. To pozostaje aktywnym obszarem rozwoju a nie gotową opcję produkcyjną.
Praktyczny przewodnik dotyczący decyzji: wybór między stopami 6061 a stopami do odlewania ciśnieniowego
Poniższe ramy decyzyjne mają pomóc inżynierom i projektantom produktów w szybkim określeniu właściwej ścieżki dla ich konkretnej sytuacji.
- Jeśli Twój roczny wolumen przekracza 5000 części a złożoność geometrii jest duża, odlewanie ciśnieniowe przy użyciu A380 lub stopu strukturalnego jest prawie na pewno właściwym procesem — należy ponownie ocenić, czy właściwości 6061 są rzeczywiście wymagane, czy po prostu znane.
- Jeśli gotowa część wymaga anodowania dekoracyjnego, odlewanie ciśnieniowe jest całkowicie niewłaściwym procesem. Użyj wytłaczanego lub obrobionego maszynowo 6061 z odpowiednią obróbką powierzchni.
- Jeśli od odlewu wymagana jest granica plastyczności powyżej 200 MPa, przed zastosowaniem procesu odlewania grawitacyjnego z użyciem 6061 należy ocenić metodę HPDC wspomaganą próżniowo przy użyciu Silafont-36 lub Aural-2.
- Jeśli specyfikacja stopu została ustalona przez klienta, organ regulacyjny lub normę lotniczą powołującą się na normę 6061, nie należy jej zastępować. Użyj odlewania grawitacyjnego, odlewania piaskowego lub kucia.
- Jeśli wielkość produkcji jest mniejsza niż 1000 części rocznie i pozwala na to geometria, obróbka CNC z półproduktu 6061-T6 zapewni najlepsze właściwości mechaniczne przy najniższej inwestycji w oprzyrządowanie.
- Jeśli głównymi czynnikami są oszczędność masy i wydajność konstrukcyjna, zastanów się, czy kucie 6061 jest uzasadnione — odkuwki mogą zmniejszyć masę części o 15–30% w porównaniu z równoważną częścią odlewaną, ponieważ doskonały stosunek wytrzymałości do masy pozwala na zastosowanie cieńszych przekrojów.
Nie ma jednej odpowiedzi pasującej do każdego produktu. Jednak konsensus branżowy jest jasny: nie próbuj odlewać pod wysokim ciśnieniem aluminium 6061, jeśli celem są niezawodne wyniki o jakości produkcyjnej. Metalurgiczne niedopasowanie składu 6061 do wymagań procesu odlewania ciśnieniowego nie jest wyzwaniem inżynieryjnym, które należy przezwyciężyć poprzez optymalizację procesu — jest to podstawowy problem doboru materiału, który najlepiej rozwiązać, wybierając od początku odpowiedni stop do odpowiedniego procesu.