Dom / Aktualności / Wiadomości branżowe / Jak odbywa się odlewanie ciśnieniowe? Proces, metody i materiały
Krótka odpowiedź: jak działa odlewanie ciśnieniowe
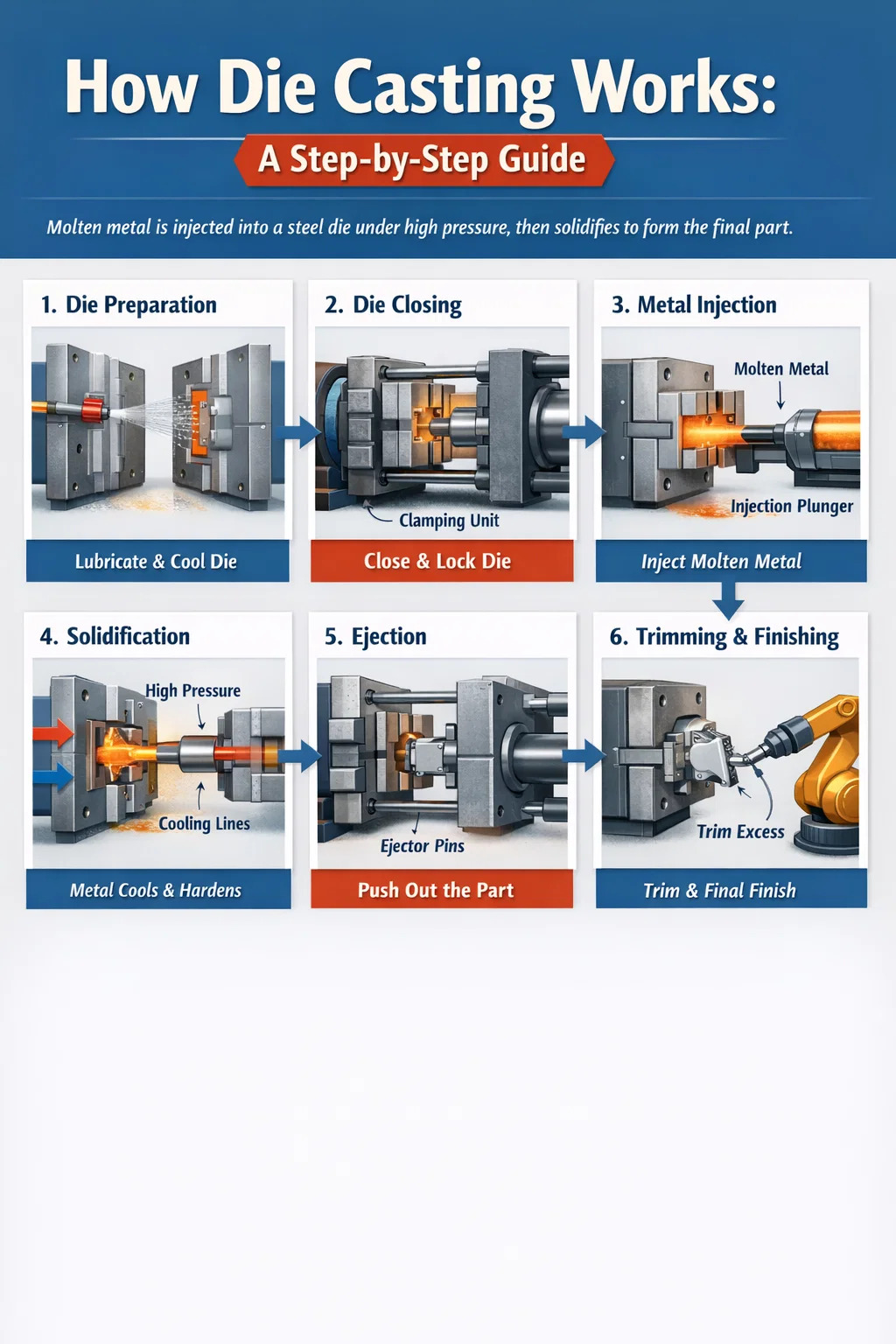
Odlewanie ciśnieniowe to proces formowania metalu, podczas którego stopiony metal jest wtryskiwany pod wysokim ciśnieniem do hartowanej stalowej formy — zwanej matrycą — i trzymany tam do czasu, aż metal zestali się i uzyska dokładny kształt wnęki. Po zestaleniu matryca otwiera się, kołki wypychające wypychają część i cykl rozpoczyna się od nowa. Pojedyncza kostka może powtórzyć tę sekwencję setki tysięcy razy, zanim się zużyje.
Proces ten stosowany jest przede wszystkim w przypadku stopów metali nieżelaznych: aluminium, cynku, magnezu i metali na bazie miedzi. Ciśnienia wtrysku wahają się zazwyczaj od 1500 psi do ponad 25 000 psi co umożliwia odlewanie ciśnieniowe wytwarzanie części o cienkich ściankach, wąskich tolerancjach (często ± 0,002 cala) i gładkich wykończeniach powierzchni po odlewie bez późniejszej rozległej obróbki.
Jeśli potrzebujesz dziesiątek tysięcy identycznych części metalowych — wsporników samochodowych, obudów elektroniki, złączek hydraulicznych, komponentów urządzeń — odlewanie ciśnieniowe jest prawie zawsze najbardziej opłacalną metodą produkcji, po pokryciu początkowych kosztów oprzyrządowania.
Proces odlewania ciśnieniowego krok po kroku
Zrozumienie sposobu odlewania ciśnieniowego wymaga przejścia przez każdy etap cyklu produkcyjnego. Chociaż różne maszyny i stopy wprowadzają różnice, podstawowa sekwencja jest spójna w całej branży.
Krok 1 — Przygotowanie matrycy i smarowanie
Przed każdym strzałem połówki matrycy spryskuje się środkiem smarującym lub antyadhezyjnym. Służy to dwóm celom: pomaga w czystym wyrzucaniu zestalonego odlewu bez przyklejania się i lekko chłodzi powierzchnię matrycy, aby utrzymać spójny profil termiczny. Smary do matryc na bazie wody są najczęstszym wyborem w nowoczesnych warsztatach, ponieważ zmniejszają wydzielanie dymu i są zgodne z przepisami ochrony środowiska. Cykl natryskiwania trwa zwykle od dwóch do pięciu sekund i jest zautomatyzowany na liniach o dużej wydajności.
Krok 2 — Zamykanie i zaciskanie matrycy
Maszyna do odlewania ciśnieniowego łączy ze sobą dwie połówki matrycy z ogromną siłą. Ta siła docisku jest mierzona w tonach i musi przekraczać siłę, jaką roztopiony metal pod ciśnieniem będzie wywierał na powierzchnie matrycy podczas wtryskiwania. Maszyna o udźwigu 500 ton utrzymuje matrycę zamkniętą przy sile zwarcia 500 ton. Zakres maszyn wynosi od poniżej 100 ton w przypadku małych części cynkowych do 4000 ton lub więcej w przypadku dużych aluminiowych elementów konstrukcyjnych. Jeśli siła zaciskająca jest niewystarczająca, stopiony metal może wytrysnąć pomiędzy połówkami matrycy, tworząc cienkie żeberka na części i potencjalnie uszkadzając oprzyrządowanie.
Krok 3 — Wtrysk metalu
To jest decydujący krok. Stopiony metal jest wpychany do wnęki matrycy poprzez system kanałów — wlew, wlewy i przewężki — które kierują przepływ do geometrii części. W maszynach chłodniczych odmierzona porcja metalu jest kadzią lub automatycznie wlewana do tulei śrutowej, a tłok hydrauliczny przesuwa go do przodu. W maszynach gorącokomorowych mechanizm wtryskowy zanurzony jest w kąpieli roztopionego metalu i bezpośrednio pobiera precyzyjny ładunek. Szybkość wtrysku można regulować etapami: powolna pierwsza faza wypełnia układ wlewowy, a szybka druga faza wypełnia wnękę części, aby zapobiec przedwczesnemu zestaleniu. Czasy wypełniania samej wnęki często mieszczą się w zakresie od 10 do 100 milisekund.
Krok 4 — Intensyfikacja i Utrwalenie
Natychmiast po wypełnieniu wnęki maszyna przykłada ciśnienie intensyfikujące – wtórny, wyższy wzrost ciśnienia – aby upakować więcej metalu i skompensować skurcz w miarę krzepnięcia odlewu. Ciśnienie to utrzymuje się przez czas przebywania, zazwyczaj od jednej do trzydziestu sekund, w zależności od grubości ścianki i stopu. Sama matryca działa jak radiator; jego wewnętrzne kanały chłodzące transportują wodę lub olej termiczny, aby szybko i równomiernie odprowadzać ciepło. Szybsze chłodzenie pozwala na krótsze czasy cykli i lepszą mikrostrukturę w gotowej części.
Krok 5 — Otwarcie matrycy i wyrzucenie części
Gdy metal wystarczająco stwardnieje, jednostka zaciskowa cofa się, a połówki matrycy rozdzielają się. Odlew pozostaje na jednej połowie (połówce wyrzutnika), ponieważ kąty pochylenia i geometria są zaprojektowane w ten sposób. Kołki wypychające — pręty ze stali hartowanej osadzone w matrycy — przesuwają się i wypychają część. Kołki pozostawiają małe okrągłe ślady na niekrytycznych powierzchniach odlewu. Robot lub operator usuwa część i cykl rozpoczyna się od nowa.
Krok 6 — Przycinanie i wykończenie
Surowy odlew jest przymocowany do systemu prowadnicy i bramy i często ma cienkie wypływki wzdłuż linii podziału. Matryca przycinająca w prasie hydraulicznej odcina prowadnice i nadmiar wypływki jednym pociągnięciem. Dalsze wykończenie zależy od zastosowania: śrutowanie powierzchni kosmetycznych, obróbka CNC otworów gwintowanych lub precyzyjnych, obróbka cieplna konstrukcyjnych stopów aluminium oraz powłoki powierzchniowe, takie jak anodowanie, malowanie proszkowe lub chromowanie.
Odlewanie ciśnieniowe w komorze gorącej i w komorze zimnej
Każdy z dwóch głównych typów maszyn nadaje się do innego zakresu stopów. Wybór niewłaściwego typu dla danego materiału albo zniszczy maszynę, albo wyprodukuje części niskiej jakości.
| Funkcja | Gorąca komora | Zimna Komnata |
|---|---|---|
| Lokalizacja układu wtryskowego | Zanurzony w roztopionym metalu | Oddzielone od pieca |
| Kompatybilne stopy | Cynk, magnez, ołów, cyna | Aluminium, mosiądz, magnez (wysokotemperaturowe) |
| Prędkość cyklu | Szybciej (do 18 strzałów/min dla cynku) | Wolniej (ręczne chochle wydłużają czas) |
| Maksymalne ciśnienie wtrysku | ~2500 psi | Do 25 000 psi |
| Zakres rozmiarów części | Mały i średni | Mały do bardzo dużego |
| Tendencja do porowatości | Niższy | Umiarkowany (zarządzany przez kontrolę procesu) |
Nie można stosować maszyn z gorącą komorą do aluminium, ponieważ aluminium rozpuszcza żelazo w typowych temperaturach odlewania, szybko atakując stalową gęsią szyję i tłok zanurzonego układu wtryskowego. Maszyny z zimną komorą są właściwym wyborem do odlewania ciśnieniowego aluminium — metal topi się w oddzielnym piecu przetrzymującym i wchodzi do tulei śrutowej dopiero bezpośrednio przed wtryskiem, co ogranicza czas naświetlania.
Materiały stosowane w odlewnictwie ciśnieniowym
Wybór stopu wpływa na prawie każdą inną decyzję w procesie – typ maszyny, materiał matrycy, czas cyklu i właściwości końcowej części. Są to cztery rodziny najczęściej spotykane w komercyjnych operacjach odlewania ciśnieniowego.
Stopy aluminium
Aluminium stanowi mniej więcej 80% wagowo całej produkcji odlewów ciśnieniowych w Ameryce Północnej. Najszerzej stosowanymi stopami są A380, A383 i A360. A380 zapewnia doskonałą równowagę pomiędzy odlewaniem, wytrzymałością (maksymalna wytrzymałość na rozciąganie około 47 000 psi) i odpornością na korozję, co czyni go domyślnym wyborem do obudów samochodów i elektroniki użytkowej. Niska gęstość aluminium – około jednej trzeciej grubości stali – jest głównym czynnikiem napędzającym popyt, ponieważ producenci samochodów poszukują lekkich komponentów, aby spełnić cele w zakresie oszczędności paliwa i zasięgu pojazdów elektrycznych. Wadą jest wyższa temperatura odlewania (około 650°C), która skraca żywotność matrycy w porównaniu do cynku.
Stopy cynku
Stopy cynku (Zamak 3, Zamak 5, ZA-8) są odlewane w znacznie niższych temperaturach (około 415°C), co zapewnia znacznie dłuższą żywotność narzędzi — często ponad milion strzałów w porównaniu do 100 000–400 000 w przypadku matryc aluminiowych. Części cynkowe można odlewać z wyjątkowo cienkimi ściankami (do 0,4 mm) i bardzo drobnymi szczegółami powierzchni, dlatego stosuje się je do okuć dekoracyjnych, korpusów zamków i małych precyzyjnych elementów mechanicznych. Cynk jest gęstszy niż aluminium, ale jego niższe koszty przetwarzania i dłuższa żywotność narzędzia często sprawiają, że jest on bardziej ekonomiczny w przypadku małych części o dużej objętości.
Stopy magnezu
Magnez jest najlżejszym metalem konstrukcyjnym powszechnie odlewanym ciśnieniowo, objętościowo około 33% lżejszym od aluminium. Stopy takie jak AZ91D i AM60B są stosowane w konstrukcjach wnętrz samochodów, obudowach laptopów i korpusach elektronarzędzi, gdzie głównym czynnikiem wpływającym na wagę jest masa. Magnez można przetwarzać w maszynach z gorącą lub zimną komorą, w zależności od konkretnego stopu i wymaganej wielkości części. Jedna ważna kwestia związana z produkcją: magnez jest łatwopalny w drobno rozdrobnionej formie, więc złom i wióry wymagają ostrożnego obchodzenia się z nim i stosowania w zakładzie dedykowanych systemów przeciwpożarowych.
Stopy na bazie miedzi (mosiądz i brąz)
Stopy miedzi wymagają najwyższych temperatur odlewania – często przekraczających 1650°F (900°C) – co znacznie skraca żywotność matrycy i zwiększa koszty energii. Jednakże odlewy ciśnieniowe z mosiądzu i brązu zapewniają doskonałą odporność na korozję, dobrą przewodność elektryczną i doskonały wygląd, co czyni je cennymi w armaturze hydraulicznej, złączach elektrycznych i okuciu architektonicznym. Odlewy ciśnieniowe ze stopów miedzi stanowią niewielki, ale stały udział w całkowitej produkcji, ponieważ żaden inny materiał nie dorównuje jego kombinacją właściwości przy porównywalnym koszcie w przypadku części średniej wielkości.
Projektowanie matryc i oprzyrządowanie
Matryca jest najbardziej kapitałochłonnym elementem procesu odlewania ciśnieniowego, a jej konstrukcja bezpośrednio determinuje jakość części, czas cyklu i ekonomikę produkcji. Źle zaprojektowana matryca spowoduje problemy, których nie da się w pełni naprawić za pomocą regulacji maszyny.
Materiały matrycowe
Oprzyrządowanie do odlewania ciśnieniowego jest prawie powszechnie wykonane ze stali narzędziowej do pracy na gorąco H13, hartowanej do około 44–48 HRC. Wybrano H13, ponieważ jest odporny na zmęczenie cieplne – wielokrotne ogrzewanie i hartowanie, które powodują pękanie mniejszych stali w ciągu tysięcy cykli. Najwyższej jakości gatunki H13 z bardziej rygorystyczną kontrolą chemii i procesem przetapiania łukiem próżniowym (VAR) mogą znacznie wydłużyć żywotność matrycy. W przypadku produkcji aluminium na dużą skalę w niektórych operacjach wykorzystuje się stale modyfikowane, takie jak DIN 1.2367, lub zastrzeżone gatunki opracowane przez dostawców narzędzi.
Projekt systemu wlewów i prowadnic
Miejsce, w którym metal wchodzi do wnęki – lokalizacja przewężki – kontroluje wzór wypełnienia, uwięzienie powietrza i skurcz. Oprogramowanie symulacyjne (Magmasoft, ProCAST, Flow-3D) jest obecnie standardową praktyką przy projektowaniu matryc, umożliwiając inżynierom modelowanie przepływu metalu, przewidywanie zimnych zamknięć, identyfikowanie miejsc, w których prawdopodobne jest powstanie porowatości oraz optymalizację rozmieszczenia zasuw i studni przelewowych przed cięciem pojedynczego kawałka stali. Inwestowanie w symulację przed wyprodukowaniem oprzyrządowania zazwyczaj pozwala zaoszczędzić znacznie więcej niż wynosi koszt, wychwytując problemy, które w przeciwnym razie wymagałyby kosztownych modyfikacji matrycy.
Kąty pochylenia i linie podziału
Każda pionowa ściana w odlewie ciśnieniowym musi mieć kąt pochylenia – lekkie zwężenie – aby umożliwić zwolnienie części z formy bez ciągnięcia lub sklejania. Typowe kąty pochylenia wynoszą od 1° do 3° dla powierzchni zewnętrznych i od 2° do 5° dla rdzeni wewnętrznych. Ściany o zerowym przeciągu są teoretycznie możliwe dzięki specjalnym powłokom lub sztuczkom geometrycznym, ale zwiększają koszty i ryzyko. Linia podziału to miejsce, w którym spotykają się dwie połówki matrycy; jego prawidłowe umiejscowienie minimalizuje błysk, upraszcza konstrukcję narzędzia i ułatwia kontrolę powierzchni kosmetycznych.
Projekt układu chłodzenia
Wewnętrzne kanały chłodzące wydrążone w stali matrycowej przenoszą wodę o kontrolowanej temperaturze. Ich rozmieszczenie względem grubych odcinków części, w których koncentruje się ciepło, określa, jak równomiernie krzepnie odlew i jak szybko może przebiegać cykl. Chłodzenie konforemne — kanały dopasowujące się do konturów wnęki matrycy, a nie nawiercane prosto — jest coraz częściej wytwarzane za pomocą wkładek wytwarzanych metodą przyrostową, co pozwala na bardziej agresywne odprowadzanie ciepła w strefach krytycznych i skrócenie czasu cyklu o 15–25% w niektórych zastosowaniach.
Kluczowe parametry procesu i sposób ich kontrolowania
Odlewanie ciśnieniowe nie jest operacją, o której można zapomnieć. Stabilny proces o wysokiej jakości wymaga aktywnego monitorowania i kontroli szeregu współzależnych zmiennych.
- Temperatura metalu: Zbyt gorąco zwiększa porowatość skurczową i erozję matrycy; zbyt chłodne powoduje nieprawidłowe działanie i zimne zamknięcia. Aluminium wylewa się zazwyczaj w temperaturze 1250°F–1350°F (677°C–732°C), w zależności od geometrii części i grubości ścianki.
- Prędkość wtrysku: Prędkość pierwszej fazy (wolna) wypełnia biegacza; prędkość drugiej fazy (szybka) wypełnia wnękę. Prędkość przewężki — prędkość, z jaką metal przechodzi przez przewężkę do części — w przypadku aluminium zwykle mieści się w zakresie od 100 do 180 stóp/s.
- Ciśnienie intensyfikacji: Zastosowane natychmiast po wypełnieniu ubytku, ciśnienie to ściska krzepnący metal, redukując puste przestrzenie skurczowe. Typowe ciśnienia intensyfikacji dla aluminium wynoszą 8 000–15 000 psi.
- Temperatura matrycy: Forma musi osiągnąć i utrzymać równowagę termiczną – zazwyczaj 300°F–500°F (150°C–260°C) w przypadku aluminium – zanim części produkcyjne zostaną uruchomione. Zimna matryca powoduje wady powierzchni; przegrzana matryca wydłuża czas cyklu i przyspiesza zmęczenie cieplne.
- Asystent próżniowy: Niektóre konfiguracje odlewania ciśnieniowego wykorzystują przewody podciśnieniowe podłączone do wnęki matrycy w celu usunięcia powietrza przed wtryskiem. Usunięcie powietrza zmniejsza porowatość gazu i umożliwia wyższe prędkości wtrysku bez zatrzymywania gazu w części – jest to szczególnie cenne w przypadku elementów konstrukcyjnych, które będą poddawane obróbce cieplnej lub spawane.
Nowoczesne maszyny do odlewania ciśnieniowego rejestrują dane procesowe każdego wtrysku – położenie tłoka, prędkość, krzywe ciśnienia – w czasie rzeczywistym. Wykresy statystycznej kontroli procesu sygnalizują, gdy parametry wykraczają poza ustalone limity, umożliwiając inżynierom procesu naprawienie problemów, zanim wzrośnie liczba złomowań.
Typowe wady odlewów ciśnieniowych i ich przyczyny
Zrozumienie mechanizmów defektów ma kluczowe znaczenie dla rozwiązywania problemów z procesem. Większość defektów ma swoje źródło w stosunkowo niewielkim zbiorze przyczyn źródłowych.
Porowatość
Najczęstsza wada odlewów ciśnieniowych. Istnieją dwa rodzaje porowatości: porowatość gazowa, spowodowana przez powietrze lub rozpuszczony wodór uwięziony podczas napełniania, oraz porowatość skurczowa, spowodowana niewystarczającą ilością metalu do zasilania kurczących się sekcji podczas ich krzepnięcia. Porowatość gazowa zwykle objawia się jako zaokrąglone puste przestrzenie w pobliżu powierzchni lub w obszarach, które należy wypełnić jako ostatnie. Porowatość skurczowa objawia się jako nieregularne, postrzępione puste przestrzenie w grubych przekrojach. Środki zaradcze obejmują wspomaganie podciśnieniem, zoptymalizowaną konstrukcję bramy, dostosowane ciśnienie intensyfikacji i zmniejszenie grubości ścianki poprzez przeprojektowanie części.
Zimne zamknięcia i błędy
Zimne zamknięcie pojawia się jako widoczna linia na powierzchni odlewu w miejscu, w którym spotkały się dwa fronty przepływu metalu, ale nie stopiły się prawidłowo, ponieważ zbyt mocno ostygły przed połączeniem. Nieprawidłowy przebieg to niekompletne wypełnienie — część ubytku, która po prostu nie przyjęła wystarczającej ilości metalu przed zestaleniem. Obydwa są spowodowane niewystarczającą temperaturą metalu, zbyt małą prędkością wtrysku, niewystarczającą objętością metalu lub nadmiernym chłodzeniem matrycy. Zwiększenie temperatury metalu, prędkości wtrysku lub ciężaru wtrysku zazwyczaj eliminuje te wady.
Lutowanie i erozja matryc
Lutowanie ma miejsce, gdy stop aluminium przykleja się do stali matrycy, ciągnąc materiał z powierzchni części po wyrzuceniu i ostatecznie tworząc osady na matrycy. Jest on napędzany reakcją chemiczną pomiędzy roztopionym aluminium i żelazem w stali matrycy, przyspieszaną przez wysoką temperaturę metalu i dużą prędkość bramy, wielokrotnie uderzającą w tę samą powierzchnię matrycy. Powłoki ochronne (azotowanie, powłoki PVD, takie jak TiAlN), kontrola temperatury matrycy i zoptymalizowane smarowanie zmniejszają częstotliwość lutowania. Ciężkie przypadki wymagają polerowania matrycy lub naprawy spoin.
Błysk
Flash to cienka metalowa żeberka, która wystaje pomiędzy połówkami matrycy lub wokół kołków wypychaczy. Jest to spowodowane niewystarczającą siłą docisku, zużytymi lub uszkodzonymi powierzchniami linii podziału lub nadmiernym ciśnieniem wtrysku. Drobny wypływ jest usuwany w prasie przycinającej; ciągłe miganie wskazuje problem z maszyną, matrycą lub parametrem procesu, który wymaga naprawy, zanim się pogorszy.
Odmiany i zaawansowane metody odlewania ciśnieniowego
Oprócz konwencjonalnego odlewania pod wysokim ciśnieniem, kilka wariantów procesu uwzględnia określone wymagania dotyczące części lub cele jakościowe, których nie jest w stanie spełnić standardowy odlew.
Odlewanie próżniowe
Odlewanie ciśnieniowe polega na usuwaniu powietrza z wnęki matrycy bezpośrednio przed wtryskiem przez dedykowane zawory próżniowe. W zaawansowanych systemach resztkowe ciśnienie powietrza we wnęce zostaje obniżone do wartości poniżej 50 mbar. Rezultatem jest znacznie niższa porowatość gazu, co umożliwia poddawanie odlewów obróbce cieplnej (T5 lub T6) i spawanie — możliwości, których nie można w sposób niezawodny osiągnąć w przypadku standardowych odlewów ciśnieniowych. Części konstrukcyjne samochodów, takie jak amortyzatory, słupki B i obudowy akumulatorów, są coraz częściej produkowane w ten sposób.
Odlewanie półstałe (tiksocasting i reocasting)
W obróbce półstałej metal wtryskiwany jest w temperaturze pomiędzy likwidusem a solidusem – w stanie częściowo zestalonym, przypominającym zawiesinę. Ponieważ metal jest bardziej lepki i wypełnia matrycę w mniej turbulentny, bardziej laminarny sposób, uwięzienie gazu jest znacznie zmniejszone. Części wytwarzane metodą reocastingu lub tiksocastingu mogą w niektórych geometriach osiągać poziom porowatości części kutych. Proces ten jest bardziej złożony i kosztowny w obsłudze niż konwencjonalne odlewanie ciśnieniowe, dlatego jest zarezerwowany dla komponentów o wysokiej wartości w przemyśle lotniczym, sportach motorowych i samochodach klasy premium.
Wyciskanie odlewu
Odlewanie przez wyciskanie wykorzystuje znacznie niższe prędkości wtrysku, ale przyłożone jest bardzo wysokie ciśnienie (często 10 000–30 000 psi) i utrzymywane przez cały czas krzepnięcia. Wysokie utrzymujące się ciśnienie tłumi porowatość i udoskonala mikrostrukturę, tworząc odlewy o właściwościach mechanicznych zbliżonych do odkuwek. Felgi aluminiowe do pojazdów o wysokich osiągach są powszechnym zastosowaniem w procesie odlewania wtłaczanego. Czasy cykli są dłuższe niż w przypadku konwencjonalnego odlewania ciśnieniowego, a proces wymaga dokładniejszego zaprojektowania matrycy pod kątem rozkładu ciśnienia.
Megacasting (Gigacasting)
Niedawny rozwój napędzany głównie przez przemysł pojazdów elektrycznych. Mega-casting wykorzystuje maszyny o masie 6000 ton lub większej do produkcji pojedynczych aluminiowych odlewów konstrukcyjnych, które zastępują zespoły kilkudziesięciu tłoczonych i spawanych części stalowych. Tesla spopularyzowała to podejście dzięki odlewowi tylnego podwozia, który łączy około 70 pojedynczych części w jednym ujęciu. Kilku innych producentów samochodów uruchamia obecnie lub obsługuje podobne wielkoformatowe komory do odlewania ciśnieniowego. Ekonomiczny argument opiera się na zmniejszonej liczbie narzędzi, prostszych liniach montażowych i niższych kosztach łączenia, choć wymaga bardzo dużych inwestycji w maszyny z góry.
Odlewanie ciśnieniowe a inne procesy odlewania metali
Odlewanie ciśnieniowe nie jest jedyną metodą odlewania części metalowych i nie zawsze jest właściwą. Zrozumienie, gdzie to pasuje w stosunku do alternatyw, pomaga w wyborze właściwego procesu dla danego projektu.
| Proces | Koszt oprzyrządowania | Koszt na część (duża ilość) | Dokładność wymiarowa | Najlepsze dla |
|---|---|---|---|---|
| Odlewanie pod wysokim ciśnieniem | Wysoka (20–200 tys. USD) | Bardzo niski | Znakomicie | Części nieżelazne o dużej objętości |
| Trwałe odlewanie w formie | Umiarkowane | Niski | Dobrze | Średnia objętość, grubsze ścianki |
| Casting inwestycyjny | Umiarkowane | Wysoka | Bardzo wysoki | Złożona geometria, stopy żelaza, przemysł lotniczy |
| Odlewanie piasku | Niski | Umiarkowane to high | Słabe lub sprawiedliwe | Niski volume, large parts, iron/steel |
Decyzja zazwyczaj zależy od objętości. Oprzyrządowanie do odlewania ciśnieniowego części aluminiowej zwykle kosztuje od 30 000 do 150 000 dolarów, w zależności od złożoności. Inwestycja ta ma sens przy produkcji 50 000 lub więcej części rocznie, ale trudno ją uzasadnić w przypadku kilkuset jednostek. W przypadku produkcji na małą skalę odlewanie piaskowe lub odlewanie metodą traconego paliwa jest bardziej ekonomiczne, mimo że koszt jednostkowy jest wyższy. W przypadku stopów żelaza (stal, żelazo) na ogół w ogóle nie stosuje się odlewania ciśnieniowego — właściwym wyborem jest odlewanie metodą traconego węgla, odlewanie w formach piaskowych lub kucie.
Branże i zastosowania, w których dominuje odlewanie ciśnieniowe
Połączenie szybkości, precyzji i możliwości tworzenia kształtu netto w procesie odlewania ciśnieniowego sprawiło, że jest to domyślny proces produkcyjny dla szerokiej gamy kategorii produktów w wielu branżach.
- Motoryzacja: Bloki silnika (w niektórych konfiguracjach), obudowy skrzyń biegów, korpusy pomp olejowych, zespoły wsporników, klamki drzwi, obudowy lusterek, koła (odlewane metodą wyciskania) i coraz większe elementy konstrukcyjne nadwozia w kolorze białym. Motoryzacja to największy jednolity rynek odlewów ciśnieniowych, odpowiadający za ponad 50% wartości produkcji w Ameryce Północnej.
- Elektronika użytkowa: Obudowy laptopów i tabletów, wewnętrzne ramy smartfonów, korpusy kamer i konstrukcje radiatorów korzystają z połączenia lekkości, przewodności cieplnej i sztywności strukturalnej aluminium.
- Urządzenia przemysłowe: Obudowy przekładni, korpusy pomp, obudowy silników i korpusy zaworów produkowane są w dużych ilościach, o stałej grubości ścianek i szczelności ciśnieniowej.
- Infrastruktura telekomunikacyjna: Obudowy stacji bazowych 5G i elementy zarządzania ciepłem wykorzystują odlew ciśnieniowy z aluminium ze względu na połączenie ekranowania EMI, wydajności termicznej i stabilności wymiarowej.
- Hydraulika i HVAC: Złączki, zawory i bloki przyłączeniowe z odlewu ciśnieniowego z mosiądzu i aluminium są instalowane co roku miliony w budownictwie mieszkaniowym i komercyjnym.
- Elektronarzędzia i urządzenia: Obudowy silników, obudowy przekładni i ramy konstrukcyjne elektronarzędzi, sprzętu do pielęgnacji trawników i sprzętu gospodarstwa domowego opierają się na odlewach ciśnieniowych, aby zapewnić wąskie tolerancje i dobre wykończenie powierzchni przy dużych prędkościach produkcyjnych.
Czego można się spodziewać pod względem tolerancji, wykończenia powierzchni i czasu realizacji
Kupujący i inżynierowie określający części odlewane ciśnieniowo potrzebują realistycznych oczekiwań co do tego, co proces może, a czego nie może zapewnić bez operacji wtórnych.
Tolerancje wymiarowe
Odlewanie ciśnieniowe zapewnia węższe tolerancje niż odlewanie w formach piaskowych lub trwałe odlewanie, ale nie jest to proces precyzyjnej obróbki. Typowe dla aluminium są tolerancje odlewu wynoszące od ±0,003 do ±0,005 cala na cal. Elementy wymagające ściślejszej kontroli — otwory łożysk, położenie otworów gwintowanych, powierzchnie współpracujące — wymagają obróbki CNC po odlaniu. Północnoamerykańskie stowarzyszenie odlewników ciśnieniowych (NADCA) publikuje szczegółowe standardy tolerancji, które stanowią punkt odniesienia w branży przy określaniu specyfikacji części odlewanych ciśnieniowo.
Wykończenie powierzchni
Powierzchnie odlewane na odlewanym ciśnieniowo aluminium mają zazwyczaj grubość w zakresie 63–125 mikrocalów Ra (1,6–3,2 mikrometrów Ra), co jest wystarczająco gładkie do większości celów funkcjonalnych i kosmetycznych bez dalszego wykańczania. Odlewy cynkowe pozwalają uzyskać jeszcze drobniejsze powierzchnie po odlewie i można je bezpośrednio poddać galwanizacji, co czyni je preferowanymi do elementów dekoracyjnych, które będą chromowane lub niklowane.
Czas realizacji oprzyrządowania i czas realizacji części
Zwykle zajmuje wykonanie oprzyrządowania dla średnio złożonej matrycy do odlewania ciśnieniowego aluminium 8 do 14 tygodni od zatwierdzenia projektu po pierwsze zdjęcia. Proste narzędzia można wykonać szybciej; duże, wielogniazdowe lub złożone matryce mogą zająć 16–20 tygodni. Po sprawdzeniu oprzyrządowania i rozpoczęciu produkcji, czas realizacji części zależy od ilości serii i harmonogramu, ale w przypadku zamówień standardowych wynosi zwykle 3–6 tygodni. Linie dedykowane obsługujące dużą liczbę zamówień mogą wysyłać części w krótszym czasie po ustaleniu harmonogramu produkcji.