Dom / Aktualności / Wiadomości branżowe / Dlaczego odlewanie piaskowe pokonuje odlewanie ciśnieniowe w wielu zastosowaniach
Krótka odpowiedź: odlewanie piaskowe wygrywa pod względem kosztów, elastyczności i skali
Jeśli wybierasz pomiędzy odlewaniem piaskowym a odlewem ciśnieniowym, decyzja sprowadza się do tego, czego faktycznie potrzebujesz. Odlewanie piaskowe jest lepsze niż odlewanie ciśnieniowe, gdy budżet na narzędzia jest napięty, gdy części są duże lub złożone geometrycznie, gdy w grę wchodzi produkcja o niskiej do średniej wielkości lub gdy konieczne jest użycie metali żelaznych, takich jak stal i żelazo. Odlewanie ciśnieniowe sprawdza się w masowej produkcji małych, cienkościennych części z aluminium lub cynku, gdzie wykończenie powierzchni i spójność wymiarowa mają kluczowe znaczenie. Jednak w przypadku szerokiego zakresu zastosowań przemysłowych, inżynieryjnych i prototypowych odlewanie w piasku pozostaje bardziej praktycznym i ekonomicznym wyborem.
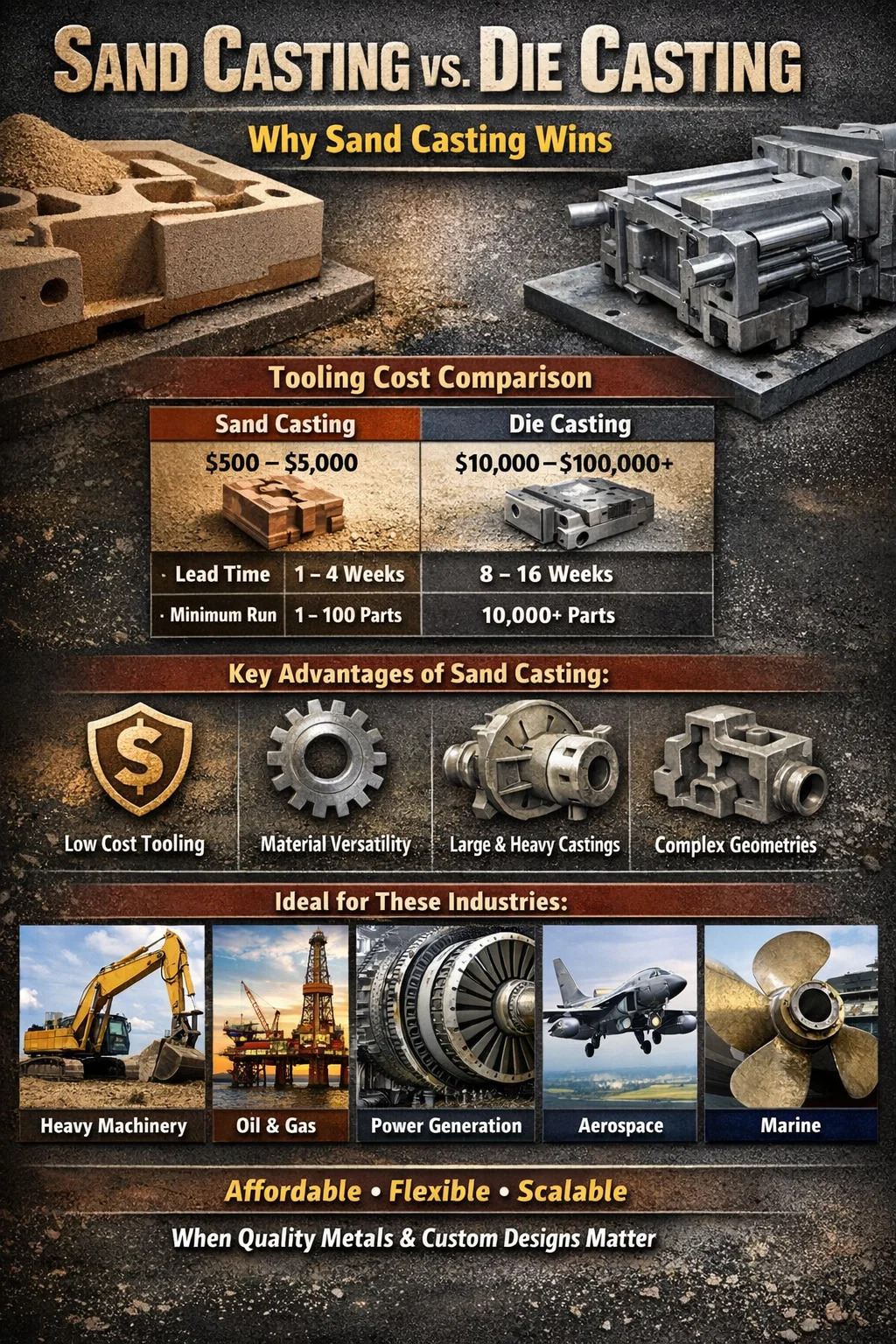
Podstawowa różnica polega na oprzyrządowaniu. Matryca do odlewania ciśnieniowego może kosztować od 10 000 do ponad 100 000 dolarów , podczas gdy wzór odlewu piaskowego zwykle kosztuje pomiędzy 500 dolarów i 5000 dolarów . W przypadku czegokolwiek innego niż masowa produkcja liczona w setkach tysięcy, sama ta luka sprawia, że odlewanie w piasku jest mądrzejszą decyzją finansową.
Koszt oprzyrządowania: gdzie odlewanie piaskowe ma zdecydowaną przewagę nad odlewaniem ciśnieniowym
Odlewanie ciśnieniowe wymaga matryc ze stali hartowanej, które muszą wytrzymać tysiące cykli wtrysku pod ekstremalnym ciśnieniem — często od 1500 do 25 000 psi. Produkcja tych matryc wymaga precyzyjnej obróbki, obróbki cieplnej i szeroko zakrojonej weryfikacji jakości. Czas realizacji matrycy do odlewania ciśnieniowego jest typowy 8 do 16 tygodni , a po zbudowaniu modyfikacje są kosztowne lub niemożliwe bez złomowania całego narzędzia.
Natomiast modele odlewów piaskowych są wykonane z drewna, żywicy lub aluminium. Są znacznie prostsze w produkcji, łatwiejsze w modyfikacji i znacznie tańsze. Jeśli po początkowej produkcji konieczna jest zmiana projektu, wzór odlewu piaskowego można przerobić lub odbudować za ułamek kosztów modyfikacji matrycy odlewniczej.
W przypadku opracowywania prototypów i inżynierii iteracyjnej ta różnica ma charakter transformacyjny. Zespół produktowy opracowujący obudowę pompy przemysłowej lub niestandardowy wspornik może przetestować trzy lub cztery iteracje projektu w procesie odlewania piaskowego przy takim samym koszcie jak pojedyncza matryca do odlewania ciśnieniowego. Przyspiesza to harmonogram opracowywania produktów i zmniejsza ryzyko finansowe na wczesnych etapach projektu.
| Czynnik | Odlewanie piasku | Odlewanie ciśnieniowe |
|---|---|---|
| Typowy koszt oprzyrządowania | 500 dolarów – 5000 dolarów | 10 000 dolarów – 100 000 dolarów |
| Czas realizacji oprzyrządowania | 1 – 4 tygodnie | 8 – 16 tygodni |
| Koszt modyfikacji projektu | Niski | Bardzo wysoki |
| Minimalny możliwy przebieg | 1 – 100 części | 10 000 części |
Wszechstronność materiałów: Odlewanie piaskowe współpracuje z metalami Odlewanie ciśnieniowe Nie można sobie poradzić
Jest to jedno z najważniejszych ograniczeń technicznych odlewania ciśnieniowego, które często pozostaje niezauważone. Odlewanie ciśnieniowe ogranicza się głównie do metali nieżelaznych o stosunkowo niskich temperaturach topnienia — głównie aluminium (temperatura topnienia ~1220°F/660°C), cynku (~787°F/419°C) i magnezu (~1202°F/650°C). Powód jest prosty: ekstremalne temperatury wymagane do topienia metali żelaznych w krótkim czasie zniszczą stalowe matryce.
Odlewanie piaskowe nie ma takich ograniczeń. Jest rutynowo używany z:
- Żeliwo szare i żeliwo sferoidalne (temperatura topnienia ~2100°F / 1150°C)
- Stal węglowa i stal nierdzewna (~2500–2800°F / 1370–1538°C)
- Stopy miedzi i mosiądzu (~1750–1980°F / 955–1082°C)
- Stopy i nadstopy niklu stosowane w przemyśle lotniczym i energetycznym
- Aluminium i stopy aluminium (kompatybilne z obydwoma procesami)
W branżach zależnych od komponentów żelaznych lub stalowych – takich jak ciężkie maszyny, sprzęt budowlany, maszyny rolnicze i inżynieria morska – odlewanie piaskowe nie jest po prostu preferowaną opcją. To jedyna realna opcja castingu. Rozważ to Żeliwo szare stanowi około 70% wszystkich odlewów produkowanych na świecie i prawie cała ta objętość powstaje w wyniku odlewania w piasku. Już sama ta statystyka sygnalizuje, gdzie proces naprawdę dominuje.
W szczególności żeliwo sferoidalne oferuje połączenie wytrzymałości na rozciąganie, ciągliwości i podatności na obróbkę skrawaniem, co czyni go preferowanym materiałem na koła zębate, wały korbowe, elementy hydrauliczne i części konstrukcyjne. Żadne z tych zastosowań nie jest dostępne poprzez odlewanie ciśnieniowe. Odlewanie piaskowe to brama do pełnej gamy metali konstrukcyjnych, a nie tylko podzbioru metali spełniających ograniczenia termiczne odlewów ciśnieniowych.
Rozmiar i waga części: Skala odlewania w piasku tam, gdzie nie można wykonać odlewu ciśnieniowego
Maszyny do odlewania ciśnieniowego są potężne, ale mają ograniczenia fizyczne. Nawet największe wysokociśnieniowe maszyny do odlewania ciśnieniowego w użytku komercyjnym radzą sobie z produkcją części o masie ok 50 do 75 funtów (22 do 34 kg) . Sama matryca musi mieścić się w rozmiarze płyty maszyny, a związane z tym ciśnienia wtrysku sprawiają, że bardzo duże części są konstrukcyjnie niepraktyczne.
Odlewanie piasku nie jest ograniczone prawie niczym pod względem rozmiaru i wagi. Bloki silników, obudowy turbin, obudowy pomp, śmigła statków i korpusy zaworów przemysłowych są regularnie odlewane w piasku. Ważenie części kilka ton nie są rzadkością w sektorach takich jak wytwarzanie energii, górnictwo oraz wydobycie ropy i gazu na morzu. Pojedynczy element z żeliwa piaskowego dużego silnika wysokoprężnego może ważyć 500 funtów lub więcej – co całkowicie wykracza poza zakres jakiegokolwiek procesu odlewania ciśnieniowego.
Ta skalowalność oznacza, że dla inżynierów pracujących nad dużym sprzętem lub komponentami konstrukcyjnymi odlewanie piaskowe nie jest wyborem kompromisu w stosunku do odlewania ciśnieniowego — jest to jedyny proces, który może fizycznie wytworzyć to, co jest wymagane. Forma jest po prostu odbudowywana za każdym razem z piasku, więc nie ma ograniczeń dotyczących płyty maszyny, wydajności matrycy ani górnego ciśnienia wtrysku, które można obejść.
Złożoność geometryczna i cechy wewnętrzne: Odlewanie piaskowe zapewnia większą swobodę projektowania
Do odlewania ciśnieniowego wykorzystuje się sztywne metalowe matryce, które muszą otwierać się i zamykać w linii prostej, co oznacza, że każda cecha części musi być zorientowana tak, aby umożliwić oddzielenie matrycy bez podcinania oprzyrządowania. Złożone przejścia wewnętrzne, głębokie wnęki i podcięcia są albo niemożliwe, albo wymagają kosztownych mechanizmów działania bocznego, które znacznie zwiększają koszt matrycy.
Odlewanie piaskowe wykorzystuje jednorazowe formy i rdzenie. Rdzeń to oddzielny kształt piasku umieszczony we wnęce formy w celu utworzenia wewnętrznych pustych przestrzeni — pustych komór, kanałów, kanałów i złożonej geometrii wewnętrznej, która byłaby fizycznie niemożliwa w sztywnej matrycy. Z uwagi na tę zdolność odlewania piaskowego używa się do bloków silników z płaszczami wodnymi, kolektorów z wewnętrznymi kanałami przepływowymi i korpusów zaworów z wieloma kanałami wewnętrznymi.
Jakie rdzenie pozwalają na odlewanie piaskowe
- Wewnętrzne kanały chłodzące w elementach silnika i turbiny
- Puste sekcje konstrukcyjne, które zmniejszają wagę bez utraty wytrzymałości
- Złożone kanały przepływu płynu w obudowach pomp i zaworów
- Podcięte geometrie, które blokują część wewnątrz sztywnej matrycy
- Wiele przecinających się wgłębień wewnętrznych w jednym odlewie
W niektórych zastosowaniach podczas odlewania ciśnieniowego można wytwarzać rdzenie przy użyciu wkładek rozpuszczalnych lub łamliwych, ale zwiększa to koszty i złożoność procesu, co szybko pogarsza korzyści w zakresie wydajności, jakie zwykle oferuje odlewanie ciśnieniowe. W przypadku części, w których geometria wewnętrzna jest priorytetem projektowym, odlewanie piaskowe jest architektonicznie lepsze.
Wymagania dotyczące grubości ścian również znacznie się różnią. Odlewanie ciśnieniowe może wytwarzać bardzo cienkie ścianki – czasami tak cienkie jak 0,040 cala (1 mm) — który doskonale nadaje się do lekkich części konsumenckich lub samochodowych. Ale wymusza to również wymagania dotyczące jednorodności, aby zapewnić przepływ metalu wypełniający matrycę. Odlew piaskowy jest bardziej tolerancyjny w przypadku różnej grubości ścianek w ramach jednej części, co daje inżynierom-projektantom większą swobodę podczas tworzenia złożonych konstrukcji o grubych i cienkich przekrojach.
Wielkość produkcji: dlaczego odlewanie piaskowe jest lepsze w przypadku serii o niskiej i średniej objętości
Ekonomika odlewania ciśnieniowego opiera się na amortyzacji bardzo wysokich stałych kosztów oprzyrządowania na bardzo dużej liczbie części. Kiedy ta amortyzacja działa – kiedy produkujesz 50 000, 100 000 lub 500 000 identycznych części – niski koszt jednostkowy odlewu ciśnieniowego staje się przekonujący. Proces odlewania ciśnieniowego jest szybki: typowy cykl odlewania ciśnieniowego aluminium trwa pomiędzy 30 i 60 sekund , a maszyny mogą działać przy minimalnym nakładzie pracy w środowiskach o wysokim stopniu automatyzacji.
Ale poza tym głośnym kontekstem matematyka się odwraca. Dla kupującego, który potrzebuje 500 niestandardowych obudów kolektorów rocznie, wydanie 50 000 dolarów na matrycę do odlewania ciśnieniowego oznacza, że sam koszt oprzyrządowania dodaje 100 dolarów na część przed stopieniem jednego funta aluminium. Ta sama część odlewania w piasku, przy modelu wynoszącym 3000 USD, zwiększa koszt oprzyrządowania jedynie o 6 USD na jednostkę — różnica, która rzadko znika nawet po uwzględnieniu wolniejszych czasów cykli odlewania w piasku i wyższej jednostkowej pracy.
Właśnie dlatego producenci przemysłu lotniczego, obronnego, naftowego i gazowego oraz niestandardowego sprzętu przemysłowego w dużym stopniu polegają na odlewach piaskowych. Wielkość ich produkcji często sięga kilkudziesięciu do kilku tysięcy rocznie. W tych kontekstach odlewanie w piasku nie jest kompromisem – jest to jedyny racjonalny wybór ekonomiczny.
Objętość progu rentowności pomiędzy odlewaniem piaskowym a odlewaniem ciśnieniowym
Punkt przecięcia, w którym odlewanie ciśnieniowe staje się bardziej ekonomiczne niż odlewanie w piasku, zależy od złożoności części, rozmiaru i materiału. Jako ogólny punkt odniesienia:
- W przypadku małych części aluminiowych o wadze poniżej 2 funtów odlewanie ciśnieniowe często staje się konkurencyjne powyżej 10 000–20 000 części rocznie
- W przypadku średnich części o wadze od 2 do 10 funtów próg rentowności przesuwa się do 25 000–75 000 części rocznie
- W przypadku dużych lub złożonych części odlewanie w piasku często pozostaje opłacalne w dowolnej komercyjnie uzasadnionej objętości
Są to przybliżone szacunki i rzeczywiste progi rentowności należy zawsze obliczać dla konkretnego zastosowania. Pokazują jednak, że większość zastosowań odlewów przemysłowych – zwłaszcza w sektorach, w których dostosowanie, niezawodność i wydajność materiału mają większe znaczenie niż cena za jednostkę – mieści się w strefie zalet odlewania piaskowego.
Porowatość i właściwości mechaniczne: rozwiązanie problemu słabości odlewów ciśnieniowych
Jedną z najrzadziej omawianych wad odlewania ciśnieniowego jest problem porowatości. Kiedy stopiony metal jest wtryskiwany do matrycy pod wysokim ciśnieniem, powietrze może zostać uwięzione w części, tworząc mikroskopijne puste przestrzenie – porowatość – która zagraża integralności strukturalnej. Odlewy ciśnieniowe często nie nadają się do obróbki cieplnej ponieważ ciepło powoduje rozszerzanie się uwięzionych gazów, powodując pęcherze lub zniekształcenia, które niszczą część.
Jest to istotne ograniczenie inżynieryjne. Wiele stopów aluminium i magnezu osiąga pełne właściwości mechaniczne dopiero po obróbce cieplnej i starzeniu (na przykład stan T6). Jeśli sam proces odlewania uniemożliwia obróbkę cieplną, końcowa część pracuje z ułamkiem potencjalnej wytrzymałości i twardości materiału. Odlewanie ciśnieniowe i odlewanie w procesie wyciskania mogą zmniejszyć porowatość, ale są to procesy premium, które zwiększają koszty i nie są powszechnie dostępne.
Odlewanie piaskowe, ponieważ wypełnia formę z mniejszą prędkością pod wpływem grawitacji lub niskiego ciśnienia, wytwarza znacznie mniej uwięzionego gazu. Części odlewane w piasku można zazwyczaj bez problemu poddać obróbce cieplnej, co pozwala na osiągnięcie pełnych właściwości stopu. W zastosowaniach konstrukcyjnych w przemyśle lotniczym, motoryzacyjnym lub ciężkim sprzęcie, gdzie certyfikacja materiału i właściwości mechaniczne mają kluczowe znaczenie, jest to zdecydowana zaleta.
Ponadto elementy z żeliwa piaskowego – zwłaszcza żeliwa sferoidalnego – charakteryzują się doskonałą obrabialnością, tłumieniem drgań i odpornością na zużycie. Są to właściwości nieodłącznie związane z materiałem i w pełni dostępne w procesie odlewania w piasku, bez ograniczeń porowatości, które ograniczają zastosowania odlewów ciśnieniowych.
Czas realizacji nowych części: Odlewanie piaskowe pozwala uzyskać części szybciej na wczesnych etapach
Kiedy nowa część jest potrzebna szybko — czy to do oceny prototypu, awaryjnej wymiany czy produkcji pilotażowej — zaleta odlewania w formach piaskowych w zakresie czasu realizacji jest znaczna. Ponieważ modele odlewów piaskowych są proste i szybkie w wykonaniu, często można dostarczyć odlew pierwszego artykułu 2 do 6 tygodni od finalizacji projektu. Niektóre odlewnie specjalizujące się w szybkoobrotowym odlewaniu piaskowym mogą dostarczyć prototypowe odlewy w zaledwie 5 do 10 dni roboczych .
W porównaniu z odlewaniem ciśnieniowym, gdzie samo oprzyrządowanie zajmuje od 8 do 16 tygodni, zanim zostanie wykonana pojedyncza część produkcyjna, przewaga czasowa odlewania piaskowego podczas opracowywania nowego produktu jest ogromna. W przypadku firm o agresywnym harmonogramie wprowadzania na rynek lub w sytuacjach konserwacyjnych, w których krytyczny komponent wymaga szybkiej wymiany, różnica ta może bezpośrednio przełożyć się na skrócenie przestojów, szybszy czas wprowadzenia produktu na rynek i mniejsze ryzyko programu.
To sprawia, że odlewanie w piasku jest standardowym wyborem w przypadku części zamiennych do starzejących się maszyn lub starszego sprzętu, w przypadku których nie ma już istniejącego oprzyrządowania. Kiedy 30-letnia prasa przemysłowa potrzebuje zamiennej obudowy z żelaza, pierwotnie wyprodukowanej przez firmę, która już nie istnieje, odlewanie piaskowe pozwala na wykonanie nowego wzoru na podstawie rysunku technicznego lub próbki fizycznej i odtworzenie części po rozsądnych kosztach. Odtworzenie matrycy odlewniczej dla jednej części zamiennej byłoby ekonomicznie absurdalne.
Określone branże, w których odlewanie piaskowe przewyższa odlewanie ciśnieniowe
Zrozumienie, które branże opierają się na odlewaniu piaskowym, a nie ciśnieniowym, pomaga wyjaśnić, gdzie koncentrują się rzeczywiste korzyści. Sektory te konsekwentnie wybierają odlewanie w formach piaskowych, ponieważ ich wymagania techniczne i handlowe są zgodne z najlepszymi wynikami procesu.
Sprzęt naftowy i gazowy
Korpusy zaworów, obudowy pomp, kolektory i elementy głowicy odwiertu wymagają stali lub żeliwa sferoidalnego, muszą wytrzymywać ekstremalne ciśnienia i często są produkowane w małych ilościach do określonych zastosowań. Odlewanie piaskowe zapewnia kompatybilność materiałową, możliwości geometrii wewnętrznej i integralność mechaniczną, których wymagają te zastosowania. Odlewy ciśnieniowe nie mogą tu konkurować.
Górnictwo i sprzęt ciężki
Szczęki kruszarki, zęby czerpaków, płyty ścieralne i elementy konstrukcyjne maszyn górniczych są wykonane ze stali manganowej, chromowanego żelaza i innych twardych stopów żelaza, których nie można przetwarzać w procesie odlewania ciśnieniowego. Części w tym sektorze rutynowo ważą setki funtów – znacznie przekraczając możliwości jakiejkolwiek maszyny do odlewania ciśnieniowego. Odlewanie piaskowe jest jedyną realną metodą produkcji.
Wytwarzanie energii
Obudowy turbin, obudowy wirników i dzwony końcowe generatorów wykonane ze stali nierdzewnej lub stopów niklu dla elektrowni i turbin przemysłowych są powszechnie odlewane w piasku. Połączenie wymagań materiałowych, wielkości części i małej rocznej wielkości produkcji sprawia, że odlewanie ciśnieniowe jest ekonomicznie i technicznie niemożliwe w tych zastosowaniach.
Prototypowanie w przemyśle lotniczym i obronnym
Nawet w sektorze, w którym najważniejsza jest precyzja, odlewanie piaskowe jest szeroko stosowane do opracowywania prototypów i części konstrukcyjnych o małej objętości. Możliwość szybkiej iteracji, wykorzystania stopów lotniczych i wytwarzania części, które można w pełni poddać obróbce cieplnej i przetestować mechanicznie, sprawia, że odlewanie piaskowe jest standardowym narzędziem w programach odlewania w przemyśle lotniczym przed przystąpieniem do droższych procesów produkcyjnych.
Przemysł morski i stoczniowy
Śmigła statków, ramy sterów i elementy konstrukcyjne statków morskich są często ogromne i wykonane z odpornego na korozję brązu, brązu niklowo-aluminiowego lub stali nierdzewnej. Odlewanie piaskowe to jedyny proces, który spełnia te wymagania i od wieków jest standardową metodą produkcji komponentów morskich.
Kiedy odlewanie ciśnieniowe jest rzeczywiście lepszym wyborem
Pełna odpowiedź wymaga uznania, gdzie odlewanie ciśnieniowe naprawdę wygrywa. Odlewanie ciśnieniowe jest lepsze od odlewania piaskowego w trzech dobrze określonych scenariuszach:
- Produkcja wielkoseryjna małych części z metali nieżelaznych: Przy produkcji setek tysięcy części z aluminium, cynku lub magnezu rocznie, ekonomika odlewania ciśnieniowego na jednostkę jest nie do pobicia. Klasycznymi przykładami są klamki do drzwi samochodowych, obudowy elektroniki i obudowy małych urządzeń.
- Wykończenie powierzchni i spójność wymiarowa: Odlewanie ciśnieniowe pozwala uzyskać części o kształcie netto lub prawie netto, o wykończeniu powierzchni 32–63 mikrocalów Ra i tolerancjach wymiarowych, które często nie wymagają obróbki końcowej. Odlewanie piaskowe zazwyczaj daje bardziej chropowate powierzchnie (125–500 mikrocalów Ra) i wymaga większej obróbki, aby osiągnąć wąskie tolerancje.
- Konstrukcje lekkie cienkościenne: Gdy projekt wymaga ścian o grubości poniżej 3 mm, które nadal wymagają integralności strukturalnej, wtrysk pod wysokim ciśnieniem odlewu ciśnieniowego zapewnia całkowite wypełnienie. Odlewanie piaskowe zasilane grawitacyjnie może mieć trudności z niezawodnym wypełnieniem wyjątkowo cienkich sekcji.
Uznanie tych zalet sprawia, że porównanie jest uczciwe. Odlewanie ciśnieniowe nie jest procesem gorszym — jest to proces zoptymalizowany pod kątem określonego zestawu warunków. Jeżeli te warunki nie są spełnione, w większości pozostałych scenariuszy lepszym rozwiązaniem jest odlewanie w piasku.
Względy środowiskowe i operacyjne
Odlewanie piaskowe ma często pomijaną zaletę w zakresie zrównoważonego rozwoju: piasek nadaje się do recyklingu. Nowoczesne odlewnie odzyskują i ponownie wykorzystują 90% lub więcej ich piasku formierskiego poprzez systemy odzyskiwania termicznego lub mechanicznego. Chociaż w odlewaniu ciśnieniowym nie wykorzystuje się w ten sam sposób jednorazowych materiałów narzędziowych, energochłonność konserwacji maszyn do odlewania ciśnieniowego – dużych pras hydraulicznych, matryc z kontrolowaną temperaturą i wysokociśnieniowych systemów wtrysku – jest znaczna.
Istotny jest również poziom złomu w odlewach ciśnieniowych. Ponieważ metal wtryskiwany do matrycy wypełnia również kanały, przelewy i ciastka (metalowy krążek z tulei śrutowej), ilość złomu z odlewów ciśnieniowych może wzrosnąć 20–40% całkowitego zużycia metalu w typowej części, chociaż większość z nich nadaje się do recyklingu. Ilość złomu z odlewów piaskowych, zwłaszcza żelaza, jest często niższa w wartościach bezwzględnych na jednostkę dostarczonego metalu, gdy części są duże.
Z punktu widzenia zasięgu operacyjnego odlewnie piaskowe są dostępne w większej liczbie lokalizacji geograficznych na całym świecie. Odlewanie ciśnieniowe wymaga precyzyjnych obrabiarek do produkcji matryc i dużych maszyn odlewniczych, które stanowią znaczną inwestycję kapitałową. Dla producentów z rynków rozwijających się lub w przypadku zaopatrzenia w regionalnym łańcuchu dostaw, możliwości odlewni w formach piaskowych są znacznie szerzej dostępne, co zmniejsza koszty logistyki i ryzyko łańcucha dostaw.
Podsumowanie: Wybór odlewu piaskowego zamiast odlewu ciśnieniowego
Na pytanie, czy odlewanie piaskowe jest lepsze niż odlewanie ciśnieniowe, nie ma jednej uniwersalnej odpowiedzi – ma jednak jasną odpowiedź dla większości zastosowań odlewów spotykanych w praktyce przemysłowej i inżynieryjnej. Odlewanie piaskowe jest lepszym wyborem, gdy:
- Wielkość produkcji w przypadku typowych rozmiarów części wynosi poniżej 10 000–25 000 części rocznie
- Wymaganym materiałem jest żelazo, stal, stal nierdzewna, stop miedzi lub dowolny metal żelazny
- Rozmiar lub waga części przekracza możliwości fizyczne maszyn odlewniczych
- Iteracje projektu są prawdopodobne, a koszty modyfikacji narzędzi muszą być utrzymywane na niskim poziomie
- Wymagana jest geometria wewnętrzna, rdzenie lub złożone przejścia
- Dla uzyskania pełnych właściwości mechanicznych wymagana jest obróbka cieplna końcowego odlewu
- Priorytetem jest szybka dostawa pierwszych artykułów lub prototypów
- Części zamienne do starszego lub niestandardowego sprzętu muszą zostać odtworzone
Odlewy ciśnieniowe zyskują swoje miejsce w masowej produkcji konsumenckiej i samochodowej, gdzie części aluminiowe i cynkowe muszą być produkowane z dużą szybkością, z doskonałym wykończeniem powierzchni, przy możliwie najniższym koszcie jednostkowym. Jednak odlewanie piaskowe obejmuje znacznie szerszy zakres potrzeb inżynieryjnych, obsługuje szerszą gamę materiałów, skaluje się od pojedynczych prototypów do tysięcy części i pozostaje opłacalne w scenariuszach, w których ekonomika odlewania po prostu się nie sprawdza. Dla każdego inżyniera lub specjalisty ds. zaopatrzenia oceniającego opcje procesu odlewania, punktem wyjścia powinno być odlewanie w formach piaskowych, a ciężar uzasadnienia powinien spoczywać na rezygnacji z niego, a nie na jego wyborze.