Odlewanie ciśnieniowe jest jak wytwarzanie „metalowych kostek lodu” lub „wysokiej klasy formowanie wtryskowe”. Jest to proces, w którym stopiony metal jest „wtłaczany” pod wysokim ciśnieniem w precyzyjną formę, a następnie chłodzony w celu uformowania stałych części.
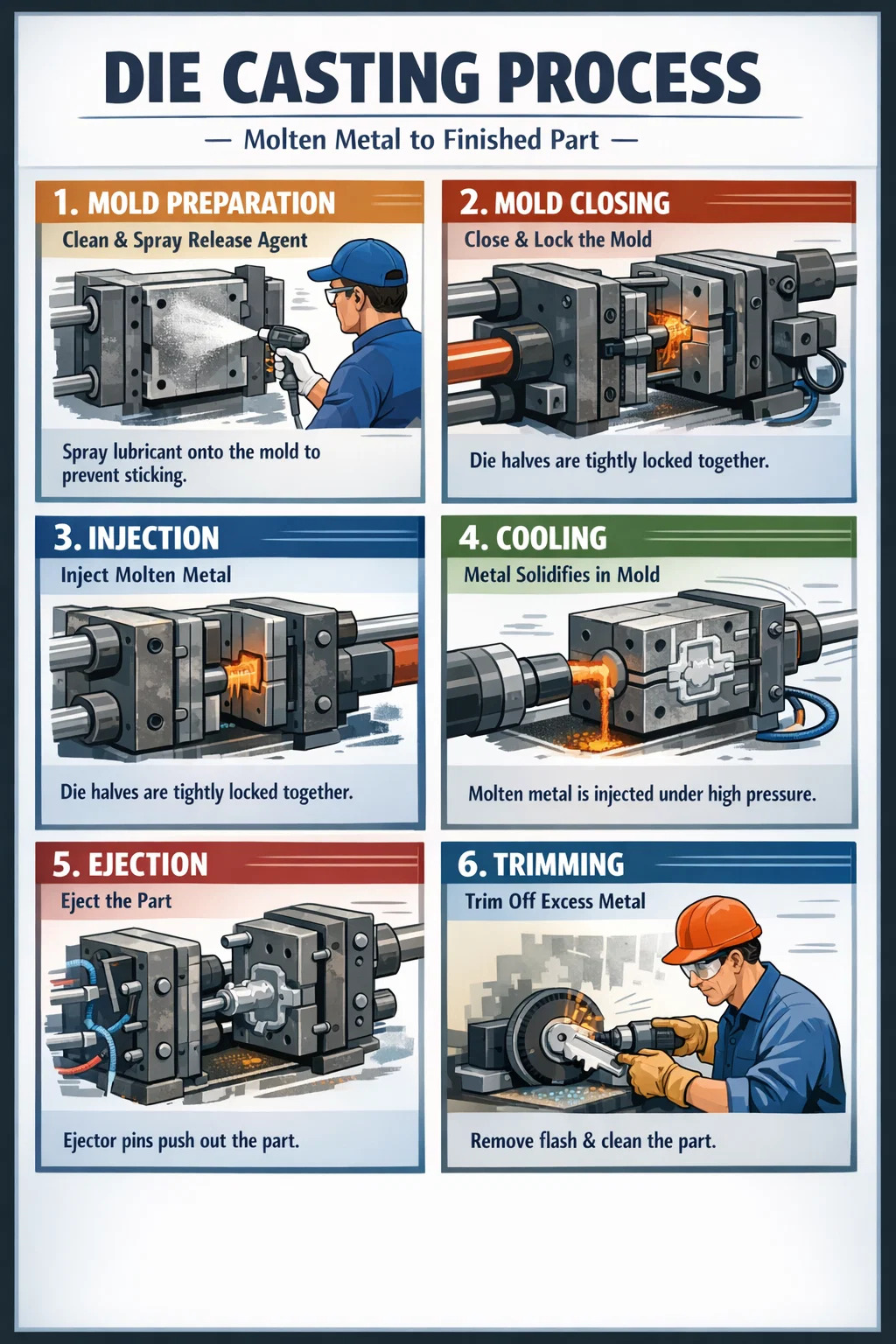
1. Przygotowanie formy (czyszczenie i natryskiwanie)
Przed rozpoczęciem technik czyści metalową formę, a następnie natryskuje środek antyadhezyjny na powierzchnię formy.
Dlaczego to się robi: Przypomina to natłuszczanie patelni przed smażeniem jajka, co zapobiega przyklejaniu się stopionego metalu do formy i utrudnianiu jego usunięcia. Pomaga także schłodzić formę i chroni ją przed uszkodzeniem przez ciepło.
2. Zamykanie i blokowanie matrycy
Dwie ciężkie stalowe formy są szczelnie zamknięte razem.
Kluczowy punkt: w tym momencie maszyna przykłada ogromną siłę, aby zablokować formę. Ponieważ ciśnienie jest bardzo wysokie, jeśli forma nie zostanie szczelnie zamknięta, stopiony metal wypłynie ze szczelin, a część ulegnie zniszczeniu.
3. Wtryskiwanie roztopionego metalu (wtrysk)
Ten krok jest podstawą odlewania ciśnieniowego. Roztopiony metal wlewa się do wlotu maszyny.
Wtrysk pod wysokim ciśnieniem: Tłok (tłok) w maszynie działa jak strzykawka, w bardzo krótkim czasie z dużą siłą wtłaczając roztopiony metal do formy. Czynność ta musi być szybka, w przeciwnym razie metal ostygnie w połowie, co spowoduje niekompletną część.
4. Chłodzenie i kształtowanie (chłodzenie)
Po wejściu metalu do formy ciepło szybko się rozprasza, ponieważ sama forma posiada system chłodzenia.
Zestalanie: Ciekły metal krzepnie w ciągu kilku do kilkudziesięciu sekund (w zależności od wielkości części), zamieniając się z powrotem w twardą substancję stałą.
5. Otwieranie formy i wyjmowanie części (wyrzucanie)
Po całkowitym stwardnieniu metalu maszyna automatycznie otwiera formę.
Wyrzucanie części: Wypychacze w formie wypychają gotową część. W tym momencie część jest jeszcze gorąca i zwykle jest pobierana przez ramię robota lub przenośnik taśmowy.
6. Przycinanie i wykańczanie (Przycinanie)
Nowo wyprodukowana część nie jest idealna; na jego krawędziach zwykle znajduje się nadmiar skrawków metalu (zwanych „błyskiem” lub „bramką”). Gratowanie: Pracownicy używają pras lub szlifierek do odcinania nadmiaru materiału, pozostawiając jedynie czysty, gotowy produkt. Wyrzucone resztki nie są marnowane; można je przetopić w piecu i ponownie wykorzystać.