Szczegółowe wyjaśnienie wspólnej powierzchni Wady w Odlewy ciśnieniowe aluminiowe
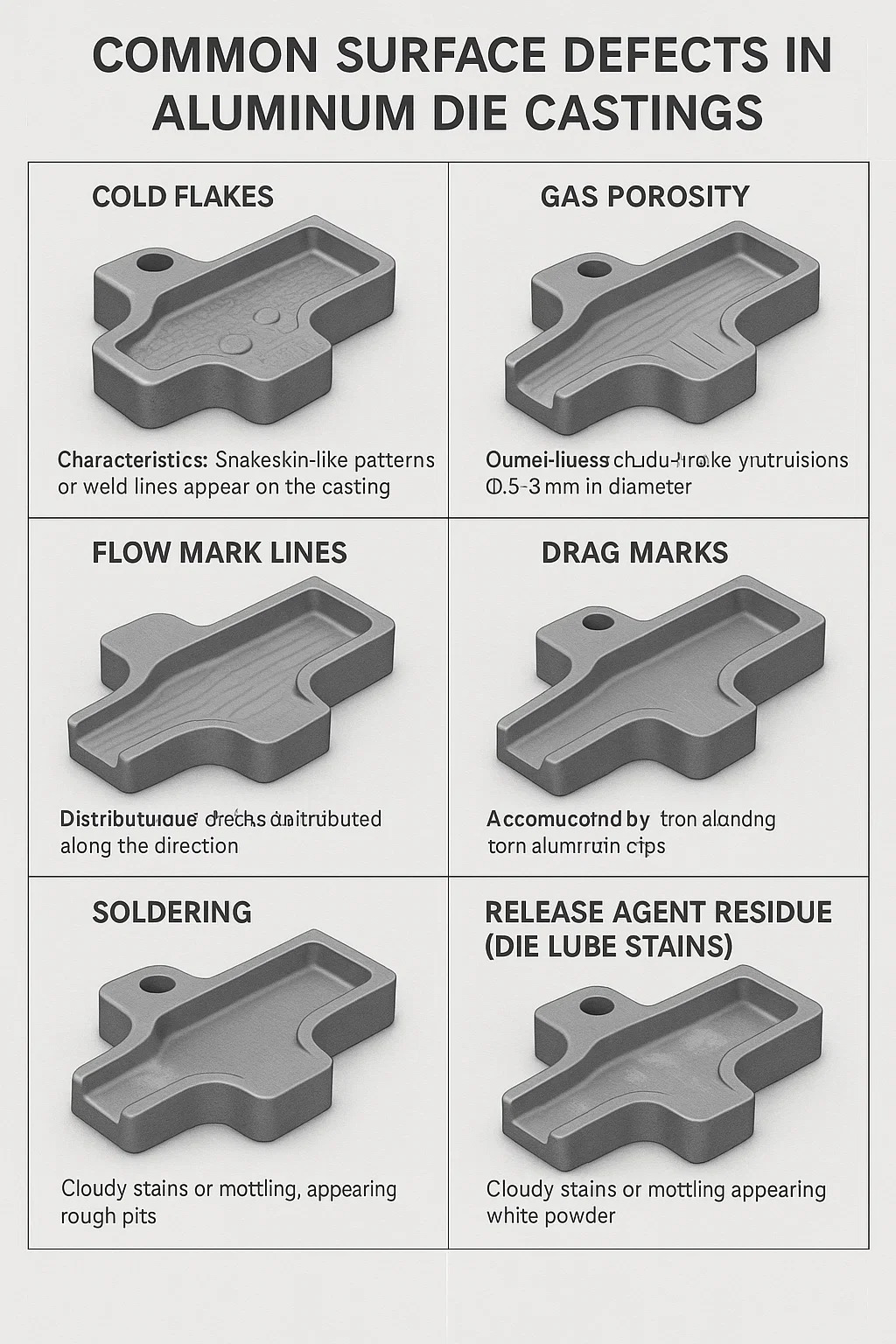
1. Zimne płatki
Charakterystyka: Na powierzchni odlewu pojawiają się wzory przypominające skórę węża lub linie spoin, a powierzchnia wydaje się nierówna.
Przyczyna: Niska temperatura stopionego aluminium lub mała prędkość wtrysku, powodująca niepowodzenie stopienia się dwóch strumieni aluminium.
Uszkodzenia: Gwałtowny spadek wytrzymałości konstrukcyjnej, szczególnie w cienkościennych obszarach podatnych na pękanie.
2. Porowatość gazu
Charakterystyka: Na powierzchni pojawiają się gładkie, pęcherzykowate wypustki (o średnicy 0,5-3 mm), które pękają, odsłaniając otwory.
Przyczyny:
Słabe odpowietrzanie formy (zablokowane kołki wyrzutnika/powierzchnia podziału)
Nadmierne wytwarzanie pary środka antyadhezyjnego
Obszary wysokiego ryzyka: Korzenie żeber i wierzchołki zamkniętych jam.
3. Przeciągnij znaki
Charakterystyka: Długie, liniowe zadrapania wzdłuż kierunku ciągu, którym czasami towarzyszą rozdarte wióry aluminiowe.
Przyczyny:
Niewystarczający kąt pochylenia (np. mniejszy niż 1°)
Zadrapania lub niewystarczające polerowanie powierzchni wnęki formy.
4. Linie znaczników przepływu
Charakterystyka: Faliste smugi kolorów rozmieszczone wzdłuż kierunku przepływu stopionego aluminium
Przyczyny:
Nieprawidłowa konstrukcja bramki powodująca przepływ turbulentny
Stratyfikacja temperatury aluminium (szybkie chłodzenie powierzchni)
5. Kontrola ciepła
Charakterystyka: Sieć mikropęknięć, często występująca w grubszej i cienkiej strefie przejściowej
Przyczyny:
Lokalne przegrzanie formy (niesprawny system wody chłodzącej)
Przedwczesne wyrzucenie, niepełne zestalenie wnętrza części
6. Lutowanie
Charakterystyka: Powierzchnia odlewu przylega do stali formy, tworząc szorstkie wgłębienia
Przyczyny:
Bezpośrednie uderzenie aluminium w stal formy (np. bezpośrednie uderzenie bramy w rdzeń)
Ścieranie powłoki powierzchniowej formy
7. Pozostałość środka uwalniającego (plamy smaru die)
Charakterystyka: Mętne plamy lub biały proszek, plamistość po anodowaniu
Przyczyny:
Słaba atomizacja sprayu, powodująca gromadzenie się w narożnikach
Niepełne usunięcie podczas procesu nadmuchu powietrza