Jak Aluminiowe odlewanie matrycy jest wykonany
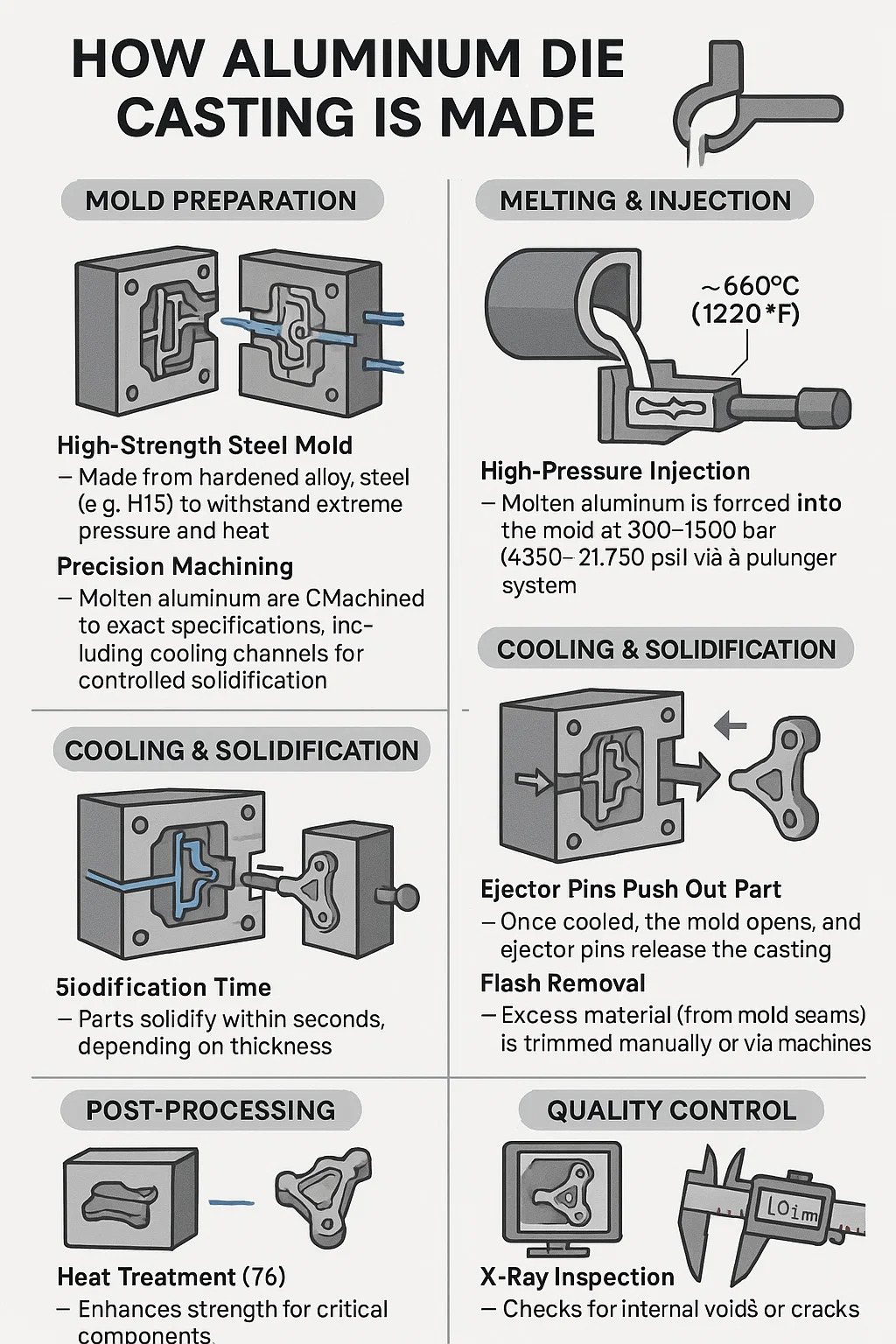
1. Przygotowanie pleśni
Stalowa pleśń o wysokiej wytrzymałości-wykonana ze stalowej stali stopowej (np. H13), aby wytrzymać ekstremalne ciśnienie i ciepło.
Precyzyjne obróbki-wnęki pleśni są zobowiązane do CNC do dokładnych specyfikacji, w tym kanałów chłodzenia do kontrolowanego zestalania.
2. Topienie i wstrzyknięcie
Topienie stopu aluminium - stopy specjalne (takie jak A380 lub ADC12) topnie w ~ 660 ° C (1220 ° F) w piecu.
Wtrysk wysokiego ciśnienia-stopione aluminium jest wymuszane do formy przy 300–1500 barach (4350–21 750 psi) za pośrednictwem układu tłoka.
3. chłodzenie i zestalenie
Szybkie chłodzenie - kanały wodne formy zapewniają jednolite chłodzenie, zapobiegając wypaczeniu.
Czas zestalania - części zestalają w ciągu kilku sekund, w zależności od grubości.
4. Wyrzucenie i przycinanie
Pinsy wypychają część - po schłodzeniu pleśń otwiera się, a szpilki wyrzucające uwalniają odlew.
Usuwanie flash - nadmiar materiału (ze szwów pleśni) jest obszyty ręcznie lub za pomocą maszyn.
5. Processing
Obróbka cieplna (T6) - zwiększa siłę krytycznych elementów.
Wykończenie powierzchni - piaskownica, polerowanie lub anodowanie w celu oporu korozji.
6. Kontrola jakości
Kontrola rentgenowska-kontrole wewnętrznych pustek lub pęknięć.
Testy wymiarowe - zapewnia, że części spełniają ścisłe tolerancje (± 0,1 mm).
Kluczowe wyzwania i poprawki
| Wydanie | Przyczyna | Rozwiązanie |
| Porowatość | Uwięzione powietrze/gaz | Casting wspomagany próżniowo |
| Wypaczenie | Nierównomierne chłodzenie | Zoptymalizowane kanały chłodzenia pleśni |
| Klejący | Wiązania aluminiowe z formą | Zaawansowane powłoki pleśni (np. Cyna) |