
Dom / Aktualności / Wiadomości branżowe / Projekty odlewów aluminiowych: procesy, stopy i przewodnik projektowy
Przewodnik po odlewach aluminium
Jakie są Odlew aluminiowy Projekty — i dlaczego dominują w nowoczesnej produkcji
Projekty odlewów aluminiowych obejmują wszystko, od małych hobbystycznych odlewów przydomowych po wielkoseryjne serie produkcyjne dla sektora lotniczego i motoryzacyjnego. Krótka odpowiedź: odlewanie aluminium to jedna z najbardziej wszechstronnych, opłacalnych i skalowalnych metod obróbki metalu dostępnych obecnie, a zakres wykonalnych projektów – od ozdobnych rzeźb ogrodowych po konstrukcyjne bloki silników – jest naprawdę ogromny. Jeśli oceniasz, czy metoda odlewania aluminium pasuje do Twojego zastosowania, odpowiedź prawie zawsze brzmi „tak”, pod warunkiem, że wybierzesz proces odlewania odpowiedni do swojej geometrii, wymagań dotyczących tolerancji i wielkości produkcji.
Gęstość aluminium wynosi mniej więcej 2,7 g/cm3 , czyli mniej niż jedną trzecią wytrzymałości stali, choć nowoczesne stopy aluminium osiągają wytrzymałość na rozciąganie powyżej 500 MPa. To właśnie ten stosunek wytrzymałości do masy popchnął odlewanie aluminium do tak wielu wymagających sektorów. Światowy rynek odlewów aluminiowych wyceniono na ok 67,5 mld dolarów w 2023 r i według danych opublikowanych przez Grand View Research prognozuje się, że do 2030 r. przekroczy 95 miliardów dolarów. Złożona roczna stopa wzrostu wynika w dużej mierze z wprowadzenia pojazdów elektrycznych (EV) i wymogów w zakresie zmniejszania masy pojazdów w branżach transportowych.
W tym artykule omówiono pełny krajobraz: główne procesy odlewania, najlepsze stopy aluminium dla określonych typów projektów, zasady projektowania zapobiegające defektom, przykłady projektów ze świata rzeczywistego z danymi produkcyjnymi, techniki wykańczania oraz uczciwe spojrzenie na oczekiwania dotyczące kosztów i czasu realizacji. Niezależnie od tego, czy jesteś producentem planującym pierwszy odlew metodą piaskową, czy inżynierem produktu oceniającym oprzyrządowanie do odlewania ciśnieniowego, poniższe informacje są zorganizowane tak, aby były natychmiast przydatne.
Pięć podstawowych procesów odlewania aluminium — porównanie obok siebie
Wybór odpowiedniego procesu jest najważniejszą decyzją w każdym projekcie odlewu aluminium. Każda metoda zapewnia inny bilans kosztów oprzyrządowania, wykończenia powierzchni, tolerancji wymiarowej, minimalnej grubości ścianki i ekonomicznej wielkości zamówienia. Poniższa tabela przedstawia praktyczne kompromisy.
| Proces | Koszt oprzyrządowania | Wykończenie powierzchni (Ra) | Tolerancja (typowa) | Najlepszy zakres głośności | Min. Grubość ścianki |
|---|---|---|---|---|---|
| Odlewanie piasku | Niski (500–5000 USD) | 12–25 µm | ±0,5–1,5 mm | 1–5 000 szt | 3–5 mm |
| Forma trwała (matryca grawitacyjna) | Średni (5 000–30 000 USD) | 3–6 µm | ±0,25–0,5 mm | 1 000–50 000 szt | 2–3 mm |
| Odlewanie ciśnieniowe (HPDC) | Wysoka (20 000–200 000 USD) | 1–2 µm | ±0,05–0,15 mm | 10 000–1 000 000 szt | 0,8–1,5 mm |
| Odlewanie inwestycyjne (utracony wosk) | Średnio-wysoki (3 000–50 000 USD) | 1,5–3 µm | ±0,1–0,25 mm | 100–20 000 szt | 1–2 mm |
| Odlewanie utraconej pianki | Niski-średni (1000–15 000 USD) | 5–10 µm | ±0,3–0,8 mm | 500–30 000 szt | 2–4 mm |
Odlewanie piaskowe: punkt wyjścia dla niestandardowych projektów aluminiowych
Odlewanie piaskowe pozostaje najbardziej dostępną metodą odlewania aluminium w przypadku prac niestandardowych, małych serii lub prototypów. Zielony piasek (mieszanina piasku kwarcowego, gliny bentonitowej i wilgoci) jest ubijany wokół drewnianego lub uretanowego wzoru, wzór jest usuwany, a do ubytku wlewa się stopione aluminium – zwykle o temperaturze 660–720°C. Czasy cykli są powolne w porównaniu do odlewania ciśnieniowego, ale zasadniczo nie ma górnej granicy wielkości. Zakład odlewniczy GM w Defiance w stanie Ohio wylewa bloki silnika z odlewanego w piasku aluminium o wadze ponad 40 kg każdy przy użyciu zautomatyzowanych linii do formowania płytek zapałkowych, co pokazuje, że przy odpowiednim oprzyrządowaniu skala odlewu piaskowego wykracza poza hobbystyczne zastosowanie.
W przypadku projektów odlewni przydomowych zielony piasek jest niedrogi w mieszaniu i ponownym użyciu. Podstawowa dwuczęściowa konfiguracja kolby może dawać doskonałe wyniki w przypadku stopów takich jak A356 lub 319. Krytyczną zmienną jest zawartość wilgoci: zbyt mokra powoduje porowatość pary; zbyt suche zapada się. Cel jest mniej więcej 2–4% wilgoci wagowo , łatwo sprawdzić za pomocą testu uszczypnięcia.
Odlewanie pod wysokim ciśnieniem: objętość, precyzja i cienkie ścianki
HPDC wtryskuje roztopione aluminium do matrycy ze stali hartowanej pod ciśnieniem 10–175 MPa , wypełniając wnękę w ciągu milisekund. Proces jest wyjątkowo szybki — czasy cykli wynoszące 30–120 sekund są typowe dla części o średniej złożoności — i umożliwia wytwarzanie części o kształcie zbliżonym do netto o grubości ścianek zaledwie 0,8 mm w zoptymalizowanych projektach. Dominującym użytkownikiem jest sektor motoryzacyjny. Według Stowarzyszenia Aluminium ok 75% wszystkich odlewów aluminiowych w branży motoryzacyjnej są produkowane za pomocą HPDC, w tym skrzynie korbowe silników, obudowy przekładni i coraz częściej duże elementy konstrukcyjne produkowane przez maszyny typu mega-casting (gigaprasy) o sile zwarcia do 9000 ton. Jest to technologia zapoczątkowana przez Teslę, a obecnie przyjęta przez Toyotę, Volvo i inne.
Główną wadą HPDC jest porowatość: uwięzienie powietrza podczas szybkiego napełniania tworzy mikroskopijne puste przestrzenie, które mogą zagrozić integralności strukturalnej i uniemożliwić obróbkę cieplną. Odlewanie ciśnieniowe wspomagane próżniowo (VADC) znacznie to zmniejsza, umożliwiając obróbkę cieplną T6 i podnosząc wytrzymałość na rozciąganie powyżej 300 MPa, nawet w przypadku wtórnych stopów krzemu.
Stopy odlewnicze aluminium — dopasowanie materiału do wymagań projektu
Nie wszystkie stopy aluminium wylewają się i zachowują w ten sam sposób. Odlewnicze stopy aluminium są oznaczane za pomocą czterocyfrowego systemu (np. A380, A356, 319), który wskazuje ich główne składniki stopowe i skład. Wybór stopu wpływa na płynność, odporność na rozdarcie na gorąco, wytrzymałość mechaniczną, odporność na korozję i skrawalność – a wszystko to znacznie różni się w zależności od rodziny stopów.
A380
A380 — uniwersalny koń pociągowy HPDC
A380 (Al-Si8.5Cu3.5) stanowi ponad 85% wszystkich odlewów ciśnieniowych aluminium w Ameryce Północnej, według stowarzyszenia Aluminium Association. Wysoka zawartość krzemu (7,5–9,5%) zapewnia doskonałą płynność i minimalny skurcz, a dodatki miedzi zwiększają wytrzymałość na rozciąganie do 317 MPa w stanie odlanym. Nie nadaje się do anodowania (zawartość miedzi powoduje plamy), ale wyjątkowo dobrze przyjmuje powłoki proszkowe i farby. Stosowany do obudów elektroniki, wsporników samochodowych, obudów elektronarzędzi i kolektorów pneumatycznych.
A356
A356 — Stop konstrukcyjny i wyglądowy
A356 (Al-Si7Mg0,3) to standardowy wybór w przypadku projektów piaskowych i trwałych form, w których planowana jest obróbka cieplna T6. Po obróbce rozpuszczającej w temperaturze 538°C i sztucznym starzeniu w temperaturze 154°C, A356-T6 zapewnia wytrzymałość na rozciąganie 262 MPa i granicy plastyczności 186 MPa — znacznie lepsze niż wartości po odlaniu. Niska zawartość miedzi oznacza, że anoduje się czysto, co czyni go popularnym do odlewów architektonicznych, opraw oświetleniowych, kół na rynku wtórnym i obudów lotniczych. Doskonała spawalność stopu jest dodatkową zaletą w przypadku prac naprawczych lub produkcyjnych.
319
319 — Inżynieria samochodowa i ogólna
319 (Al-Si6Cu3,5) to tradycyjny wybór do odlewanych w piasku elementów silnika — głowic cylindrów, kolektorów dolotowych i obudów skrzyni biegów. Zawartość miedzi zapewnia dobrą wytrzymałość w podwyższonych temperaturach, co ma znaczenie, gdy środowisko pracy przekracza 150°C. Ford, GM i Chrysler od dziesięcioleci stosują stopy rodziny 319 w głowicach silników popychaczy i OHC. Stopy obrabia się czysto i dość dobrze tolerują twarde anodowanie, jeśli zawartość miedzi jest kontrolowana do dolnej granicy specyfikacji.
535
535 (Almag 35) — Projekty morskie i odporne na korozję
W przypadku projektów narażonych na działanie słonej wody lub środowiska o dużej wilgotności — sprzętu morskiego, elementów architektury przybrzeżnej, sprzętu do przetwarzania chemicznego — 535 (Al-Mg6,8) zapewnia wyjątkową odporność na korozję, dobrą spawalność i naturalne jasne wykończenie po anodowaniu. Niższa zawartość krzemu utrudnia odlewanie (wyższa podatność na rozdarcie na gorąco) i wymaga starannego zaprojektowania wlewu i kontrolowanej temperatury zalewania. Wytrzymałość na rozciąganie po odlaniu wynosi w przybliżeniu 240 MPa , porównywalny z A356-T6 bez konieczności obróbki cieplnej.
Przykłady projektów odlewów aluminium ze świata rzeczywistego w różnych branżach
Zakres projektów odlewów aluminiowych w ramach aktywnej produkcji jest szerszy, niż większość ludzi zdaje sobie sprawę. Poniższe przykłady obejmują konteksty produktów hobbystycznych, przemysłowych, architektonicznych i konsumenckich, każdy z odpowiednimi danymi dotyczącymi procesów i stopów.
01
Odlewnia Backyard: Osłona i wałek noża z odlewu piaskowego z aluminium
Popularny w społeczności producentów podstawowy projekt odlewu aluminium obejmuje odlewane w piasku osłony noży, osłony palców i wzmocnienia do niestandardowych ostrzy. Części są małe (zwykle poniżej 50 g), proste geometrycznie i tolerują chropowatość powierzchni typową dla odlewów z świeżego piasku. Dobrze sprawdzają się tłoki A356 lub złom (często ze stopu 4032). Temperatura topnienia powinna być utrzymywana na poziomie 700–730°C aby zapewnić całkowite wypełnienie bez nadmiernej absorpcji gazu. Wykończenie za pomocą papieru ściernego o ziarnistości od 120 do 600 na mokro i na sucho, a następnie polerowanie pozwala uzyskać wygląd niemal lustrzany, bez obróbki cieplnej po odlewaniu.
02
Architektoniczne odlewy aluminiowe: czapki kolumn, balustrady i panele ozdobne
Projekty architektonicznych odlewów aluminiowych mają długą historię — aluminiowa nakładka na Pomnik Waszyngtona, zainstalowana w 1884 r., pozostaje jednym z najwcześniej odnotowanych zastosowań precyzyjnego odlewu aluminium. Nowoczesne projekty architektoniczne wykorzystują trwałe formy lub odlewy piaskowe ze stopami A356 lub 535. Typowe zastosowania obejmują ozdobne balustrady schodowe, dekoracyjne kapitele kolumn, panele elewacyjne budynków i niestandardowe okucia do drzwi. Anodowanie — zwłaszcza anodowanie twardej powłoki do grubości 25–50 µm — zapewnia trwałą i niewymagającą konserwacji ochronę przed korozją, którą można zabarwić zgodnie ze specyfikacjami projektowymi. Kilku producentów z regionu Gulf Coast dostarcza elementy architektoniczne odlewane w piasku z terminami realizacji 4–8 tygodni w przypadku wzorów niestandardowych .
03
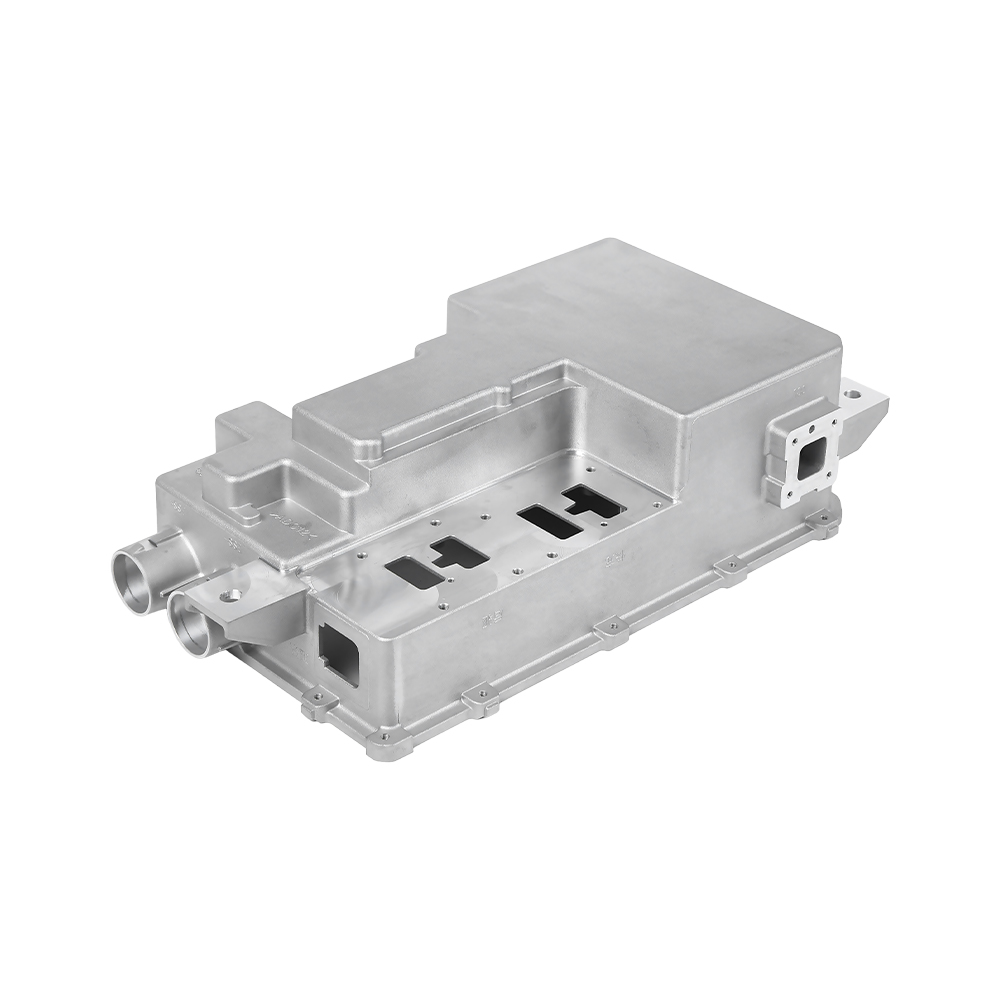
Motoryzacja: bloki silnika HPDC i odlewy konstrukcyjne
W nowoczesnych silnikach samochodów kompaktowych niemal powszechnie stosuje się bloki ze stopu aluminium. Sześciorzędowe BMW N52, wprowadzone na rynek w 2004 roku, wykorzystuje blok kompozytowy magnezowo-aluminiowy z podstawą z odlewanego aluminium i skrzynią korbową pochodną A380 – konstrukcja, która zapewnia 10 kg z wcześniejszego silnika z blokiem żelaznym. Współczesne konstrukcje półek na akumulatory pojazdów elektrycznych, takie jak te stosowane w platformach Rivian i Hyundai Ioniq, to wielokomorowe odlewy aluminiowe HPDC ze zintegrowanymi kanałami chłodzącymi, łączące maksymalnie siedem wcześniej oddzielnych, tłoczonych i spawanych części w jeden odlew w kształcie siatki. Ta konsolidacja skraca czas montażu i poprawia sztywność konstrukcji przy masie mniejszej o około 30% w porównaniu z równoważnymi konstrukcjami stalowymi.
04
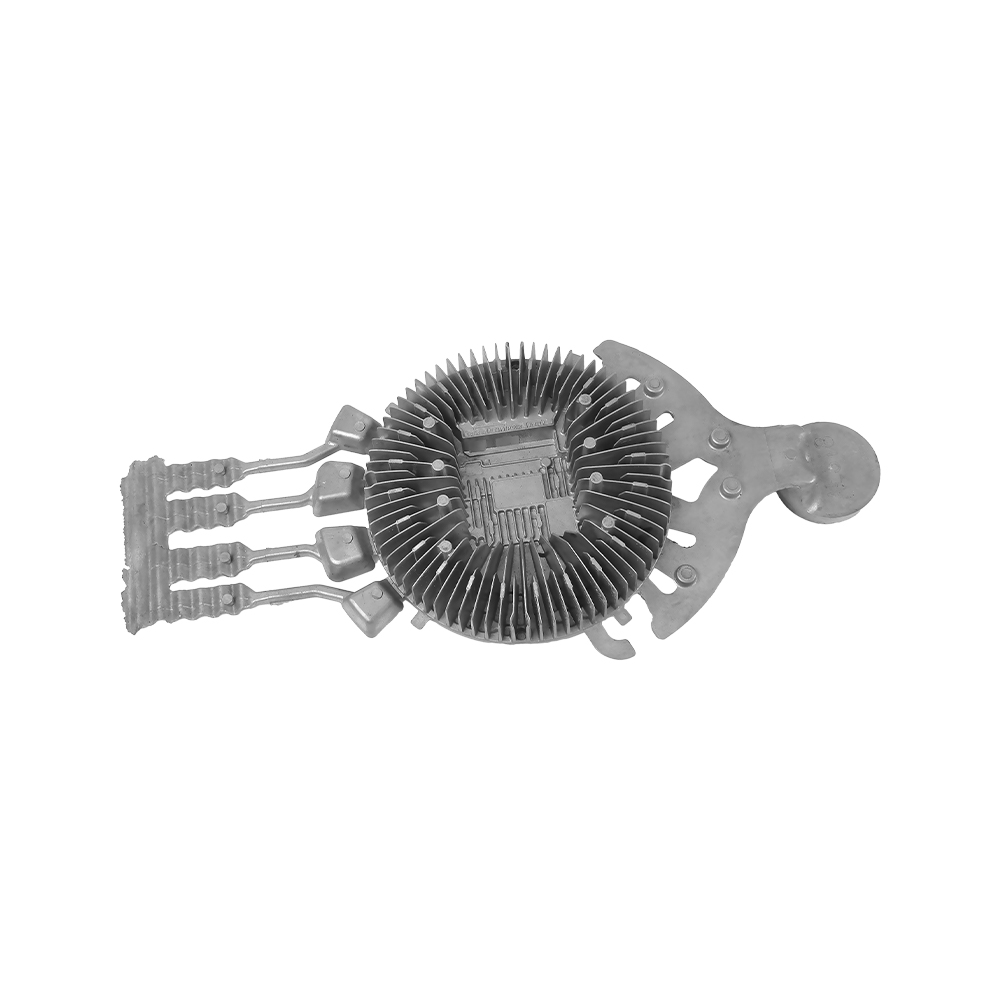
Obudowy do elektroniki: zarządzanie ciepłem poprzez odlewanie
W urządzeniach elektronicznych dużej mocy — napędach silników, przetwornicach mocy, telekomunikacyjnych wzmacniaczach stacji bazowych, sterownikach LED — często stosuje się odlewy aluminiowe do obudów, ponieważ materiał ten spełnia podwójną rolę zarówno jako obudowa, jak i radiator. Obudowy A380 HPDC ze zintegrowanymi żebrami osiągają rezystancję termiczną wynoszącą 0,5–1,5°C/W w konwekcji naturalnej, wystarczającej do wielu zastosowań przemysłowych bez wymuszonego powietrza. W zastosowaniach ekranowania RF grubość ścianki 3–5 mm w A380 zapewnia skuteczne tłumienie powyżej 500 MHz. Odlewanie metodą traconą jest preferowane, gdy w przypadku płyt chłodniczych chłodzonych cieczą wymagana jest złożona geometria wewnętrznego kanału przepływowego.
05
Lotnictwo: wsporniki konstrukcyjne i obudowy odlewane metodą inwestycyjną
Odlewanie metodą traconego stopu A356 lub A357 jest standardową praktyką w przypadku wsporników płatowca, obudów awioniki i kolektorów hydraulicznych, gdzie złożoność geometrii i wąskie tolerancje eliminują obróbkę jako opłacalną opcję. Osiągają to typowe odlewy aluminiowe stosowane w samolotach tolerancje wymiarowe ±0,13 mm i wykończenie powierzchni 3,2 µm Ra bez dodatkowej obróbki. Proces ten umożliwia tworzenie podcięć, cienkich ścianek i organicznych konturów, których odlewanie piaskowe nie jest w stanie niezawodnie wytworzyć. Firmy takie jak Precision Castparts i Hitchiner Manufacturing dostarczają tego typu odlewy inwestycyjne z aluminium lotniczego na platformy Boeing, Airbus i Lockheed Martin.
06
Sztuka i rzeźba: projekty odlewów aluminiowych z pianki utraconej
Odlewanie pianki traconej jest popularne wśród rzeźbiarzy i artystów, ponieważ piankę EPS można kształtować, rzeźbić i montować bez konieczności stosowania kąta pochylenia lub rdzenia — pianka jest pochłaniana przez stopione aluminium podczas zalewania, pozostawiając precyzyjną replikę oryginalnego modelu. Społeczne odlewnie dzieł sztuki w miastach takich jak Chicago i Portland oferują otwarty dostęp do sesji odlewania utraconego pianki aluminiowej. Wybór stopu jest mniej istotny w przypadku elementów czysto dekoracyjnych; wtórny złom A380 lub 383 zapewnia odpowiednie wyniki przy dobrej płynności. Do nalewania zwykle używa się a System wlewów i pionów 2–4 mm w stosunku do objętości części, aby zapewnić całkowite wypełnienie cienkich elementów rzeźbiarskich.
Zasady projektowania zapobiegające wadom w projektach odlewów aluminiowych
Większość wad odlewów aluminiowych jest projektowana, a nie wytwarzana. Przestrzeganie ustalonych wytycznych dotyczących projektowania odlewów (DFC) na etapie CAD eliminuje większość błędów związanych z porowatością, zimnym zamknięciem, nieprawidłowym przebiegiem i rozdarciem na gorąco przed wycięciem pojedynczej formy. Poniższe zasady mają szerokie zastosowanie w procesach piaskowych, trwałych i odlewniczych, z uwzględnieniem dostosowań specyficznych dla procesu.
Jednorodność grubości ścianki
Niejednorodna grubość ścianki powoduje zróżnicowane szybkości chłodzenia, które powodują porowatość skurczową w kierunku ostatniego obszaru krzepnięcia. Zalecanym celem projektowym jest różnica w grubości ścianki nie większa niż 2:1 pomiędzy sąsiednimi sekcjami . Tam, gdzie nie da się uniknąć ciężkich występów lub kołnierzy, wydrążanie materiału lub mieszanie przejść o dużych promieniach zmniejsza różnicę mas termicznych. W przypadku HPDC docelowa nominalna grubość ścianki wynosi 2–4 mm dla większości zastosowań konstrukcyjnych; ścianki powyżej 6 mm zaczynają gromadzić porowatość gazową, chyba że zastosuje się wypełnienie próżniowe.
Zaokrąglenia i zaokrąglenia we wszystkich narożnikach wewnętrznych
Ostre narożniki wewnętrzne skupiają naprężenia i tworzą gorące punkty podczas krzepnięcia. Minimalny wewnętrzny promień zaokrąglenia wynoszący 1,5 × grubość ścianki jest zalecany przez wytyczne ASM International dotyczące projektowania odlewów aluminiowych. Nawet promień 1 mm radykalnie zmniejsza czynniki koncentracji naprężeń w porównaniu z naprawdę ostrym narożnikiem. Narożniki zewnętrzne mogą być ostrzejsze (minimalny promień 0,5 mm), ale w przypadku odlewu aluminiowego nigdy nie powinny być całkowicie kwadratowe.
Kąty pochylenia do zwolnienia formy
Wszystkie powierzchnie równoległe do kierunku wyciągania formy wymagają kątów pochylenia. Standardowe minimum to 1–2° dla odlewów piaskowych, 1–3° dla trwałych form i 0,5–1,5° dla HPDC na powierzchniach zewnętrznych (nieco więcej na powierzchniach wewnętrznych, ponieważ odlew obkurcza się na rdzeniach). Niewystarczający ciąg prowadzi do zużycia matrycy, pęknięcia rdzenia i trudności z ekstrakcją, co ostatecznie prowadzi do uszkodzenia odlewu. Powierzchnie zwrócone w stronę formy nie powinny mieć przeciągów; wyraźnie określ na rysunku, który kierunek jest płaszczyzną podziału.
Bramkowanie i wznoszenie w celu krzepnięcia kierunkowego
Dobra konstrukcja wlewu stopniowo doprowadza ciekły metal od cienkich do grubych sekcji, zapewniając, że najcięższe obszary pozostaną połączone ze zbiornikiem cieczy — pionem — aż do całkowitego zestalenia. Reguła Chvorinowa (czas krzepnięcia proporcjonalny do (objętości/powierzchni)²) określa wielkość pionu: pion musi mieć moduł co najmniej 1,2 razy większa od najcięższej sekcji to żywi. Oprogramowanie symulacyjne, takie jak MAGMASOFT, Flow-3D i ProCAST, jest szeroko stosowane do sprawdzania konstrukcji wlewów i pionów przed wycinaniem oprzyrządowania produkcyjnego, co znacznie zmniejsza koszty prób i błędów.
Konstrukcja gwintu i płytki z odlewu aluminiowego
Odlew aluminiowy jest zbyt miękki do bezpośrednich, grubych gwintów w elementach złącznych z dużym momentem obrotowym. Opcje obejmują: (1) odlewanie wkładek gwintowanych ze stali lub mosiądzu — produkty Heli-Coil i E-Z Lok są popularne w zastosowaniach modernizacyjnych; (2) przy użyciu obrobionych gwintów po odlewaniu co najmniej Długość zazębienia 1,5× średnica gwintu ; lub (3) określenie sposobu montażu wkładki ultradźwiękowej dla projektów sąsiadujących z tworzywami termoplastycznymi. Części HPDC mogą zawierać otwory rdzeniowe o minimalnej średnicy 2,0 mm przy starannej konstrukcji matrycy, co zmniejsza wymagania dotyczące wiercenia po odlaniu.
Kontrola jakości stopu — krok, który większość początkujących pomija przy odlewaniu aluminium
Jakość roztopionego aluminium w momencie zalewania określa górną granicę jakości gotowego odlewu. Idealnie zaprojektowana część odlana ze źle przygotowanego metalu nadal będzie wykazywała porowatość, wtrącenia tlenkowe i obniżone właściwości mechaniczne. Doświadczeni operatorzy odlewni traktują przygotowanie stopu tak samo poważnie, jak projektowanie form.
Porowatość wodorowa: najczęstsza wada odlewów aluminiowych
Aluminium łatwo rozpuszcza wodór w stanie ciekłym – ciekłe aluminium może wytrzymać temperaturę 750°C około 0,65 cm3 na 100 g metalu w porównaniu z zaledwie 0,034 cm3 na 100 g w stanie stałym (według danych stowarzyszenia Aluminium Association). Kiedy stop stwardnieje, zdecydowana większość rozpuszczonego wodoru jest odrzucana i tworzy mikroskopijne pęcherzyki – porowatość – w całym odlewie. Głównymi źródłami wodoru są wilgoć atmosferyczna, mokry złom, oleje powrotne i mokry topnik.
Odgazowanie suchym azotem lub argonem w obrotowej jednostce odgazowującej (proces SNIF lub równoważny) redukuje rozpuszczony wodór do poziomu poniżej 0,10 cm3 na 100 g w praktyce handlowej — znacznie poniżej progu widocznej porowatości w większości geometrii odlewów. Hobbyści nieposiadający obrotowego sprzętu do odgazowywania mogą używać tabletek heksachloroetanu (przy odpowiedniej wentylacji – w procesie wytwarza się gazowy chlor) lub po prostu minimalizować narażenie stopu na wilgoć poprzez wstępne podgrzewanie wszystkich narzędzi i zamykanie pokryw pieca.
Wtrącenia tlenkowe i praktyka topnika
Aluminium utlenia się natychmiast pod wpływem powietrza, tworząc cienką, ale trwałą warstwę tlenku glinu (Al₂O₃). Turbulentne odlewanie fałduje tę warstwę w stopionym materiale, tworząc bifilmy tlenkowe, które działają jako miejsca inicjacji pęknięć w zestalonym odlewie. Nieżyjący już profesor John Campbell z Uniwersytetu w Birmingham spędził dziesięciolecia dokumentując, w jaki sposób bifilmy tlenkowe są podstawową przyczyną rozproszenia właściwości mechanicznych większości odlewów aluminiowych — zmienność wytrzymałości na rozciąganie wynosząca 30–40% w identycznych odlewach często wynika z rozkładu bifilmów.
Praktyczne środki zaradcze obejmują: kadzie do zalewania od dołu zamiast kadzi z wargą do zalewania od góry, ceramiczne filtry piankowe w układzie wlewowym (20–30 ppi dla aluminium), zmniejszoną wysokość zalewania i kontrolowaną prędkość zalewania oraz minimalizację turbulencji na wejściu do formy. Dodatki topnika (pokrywające topniki, takie jak mieszaniny chlorku potasu i chlorku sodu) chronią powierzchnię stopu przed utlenianiem atmosferycznym pomiędzy ciepłami i pomagają łączyć cząstki tlenku w celu uzyskania piany przed wylaniem.
Kontrola temperatury i przegrzanie
Większość stopów odlewniczych aluminium ma temperatury likwidusu pomiędzy 555°C i 615°C . Odlewanie przy nadmiernym przegrzaniu (ponad 80–100°C powyżej likwidusu) zwiększa absorpcję gazu, powstawanie tlenków i erozję matrycy w HPDC. Zalewanie na zimno powoduje powstawanie niedociągnięć i zimnych zamknięć – obszarów, w których metalowy przód twardnieje przed wypełnieniem formy. Optymalna temperatura zalewania dla większości zastosowań mieści się pomiędzy 680°C i 740°C , przy czym temperatura formy również odgrywa znaczącą rolę: w przypadku aluminium formy trwałe są zwykle podgrzewane wstępnie do temperatury 200–350°C.
Operacje po odlewaniu: obróbka cieplna, obróbka skrawaniem i wykańczanie powierzchni
Większość projektów odlewów aluminiowych wymaga przynajmniej pewnych prac po odlewaniu. Poniższe operacje przedstawiono w kolejności, w jakiej zwykle są wykonywane na produkcji.
Krok 1
Degacja i Shakeout
Odlewy piaskowe wytrząsa się z formy po zestaleniu (zwykle w ciągu 5–30 minut, w zależności od masy części). Prowadnice i podstopnice usuwa się poprzez piłowanie, szlifowanie lub łamanie hydrauliczne. Części HPDC są przycinane w dedykowanej matrycy przycinającej, która ścina wypływkę i prowadnice jednym ruchem prasy, przy czasie cyklu wynoszącym 5–15 sekund na część. Wypływka linii podziału na odlewach piaskowych zazwyczaj wymaga ręcznego szlifowania, aby zrównać się z powierzchnią odlewu.
Krok 2
Obróbka cieplna (jeśli określono)
Oznaczenie stanu T6 — obróbka cieplna przesycająca, po której następuje sztuczne starzenie — jest najpowszechniej stosowaną obróbką cieplną odlewów aluminiowych. Dla A356:
- Obróbka roztworem: 538°C ± 6°C przez 4–12 godzin (w zależności od grubości skrawku)
- Hartowanie: woda o temperaturze 60–80°C (hartowanie na ciepło minimalizuje odkształcenie naprężeń szczątkowych)
- Wiek: 154°C ± 6°C przez 6–12 godzin
Ta sekwencja rozpuszcza wytrącający się Mg2Si w roztworze, a następnie ponownie wytrąca go w postaci drobnej dyspersji, która utrudnia ruch dyslokacyjny, zwiększając granicę plastyczności z około 83 MPa (stan F) do 186–207 MPa (stan T6) .
Krok 3
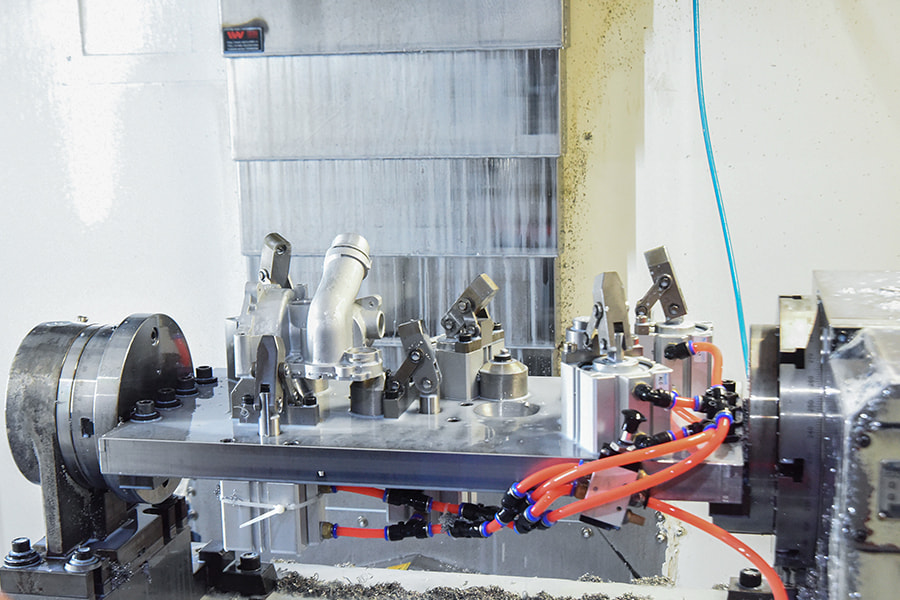
Obróbka CNC powierzchni krytycznych
Obrabiarki odlewów aluminiowych wyjątkowo dobrze — trwałość narzędzia jest typowa 10–20× dłużej podczas obróbki aluminium w porównaniu ze stalą przy równoważnych warunkach obciążenia wiórami. Do szybkiej obróbki CNC odlewów aluminiowych wykorzystuje się narzędzia z węglików spiekanych, prędkości skrawania 300–600 m/min (stopy powierzchni na minutę: 1000–2000) oraz chłodziwo zalewowe lub smarowanie minimalną ilością (MQL). Elementy odniesienia wykonane w odlewie – podkładki, otwory i otwory ustalające – ustanawiają ramę odniesienia dla wszystkich kolejnych operacji obróbki. W przypadku części HPDC o dużej objętości w gniazdach odlewniczych w branży samochodowej powszechne są dedykowane linie przesyłowe o czasie cyklu poniżej 60 sekund na część.
Krok 4
Opcje wykańczania powierzchni odlewów aluminiowych
Zakres opcji wykańczania projektów odlewów aluminiowych jest szeroki:
- Anodowanie: Utlenianie elektrochemiczne, w wyniku którego tworzy się gęsta warstwa tlenku glinu o grubości 5–25 µm (typ II) lub 25–100 µm (twarde anodowanie typu III). Zapewnia doskonałą odporność na korozję i zużycie. Najlepiej ze stopami A356 lub 535.
- Malowanie proszkowe: Elektrostatyczne nakładanie proszku polimerowego termoutwardzalnego, utwardzanego w temperaturze 160–200°C. Doskonała odporność na promieniowanie UV, szeroka gama kolorów, opłacalność przy średnich i dużych nakładach. Kompatybilny ze wszystkimi stopami odlewniczymi.
- Chromianowa powłoka konwersyjna: Chromian trójwartościowy (Alodyna/Irydyt) zapewnia ochronę przed korozją i podkład zapewniający przyczepność farby w zastosowaniach lotniczych i obronnych. Zgodny z RoHS dla preparatów trójwartościowych.
- Śrutowanie i gratowanie wibracyjne: Wykańczanie mechaniczne, które usuwa zadziory, poprawia wygląd powierzchni i może być stosowane do wytwarzania ściskających naprężeń własnych (wariant śrutowania), które poprawiają trwałość zmęczeniową nawet o 30%.
- Bezprądowe niklowanie: Osadza jednolitą warstwę niklu i fosforu o grubości 10–50 µm, która znacznie poprawia twardość (500–700 HV po obróbce cieplnej) i odporność na zużycie, stosowana na formy, tuleje i powierzchnie ślizgowe.
Struktura kosztów projektów odlewów aluminiowych — co wpływa na cenę
Zrozumienie czynników kosztowych pomaga inżynierom projektu podejmować lepsze decyzje dotyczące wyboru procesu i zapewnia zespołom zaopatrzeniowym ramy do oceny ofert dostawców odlewów.
Rozwiązywanie typowych wad odlewów aluminiowych
Nawet doświadczeni operatorzy odlewni napotykają defekty. Poniższa tabela przedstawia najczęstsze wady odlewów aluminiowych wraz z ich przyczynami i działaniami naprawczymi.
| Wada | Wygląd | Pierwotna przyczyna | Działanie naprawcze |
|---|---|---|---|
| Porowatość gazu | Okrągłe puste przestrzenie, gładkie ściany, rozkład losowy | Rozpuszczony wodór w stopie | Odgazowuje stopiony materiał; wysuszyć całe oprzyrządowanie i złom; zmniejszyć przegrzanie |
| Porowatość skurczowa | Nieregularne puste przestrzenie, szorstkie ściany, w ciężkich przekrojach | Nieodpowiednie karmienie / wyrastanie | Zwiększ rozmiar pionu; dodaj dreszcze do ciężkich sekcji; przeprojektowanie w celu uzyskania jednolitej ściany |
| Zimne zamknięcie | Liniowy szew na powierzchni, słaby interfejs | Dwa metalowe fronty, które ostygły przed spotkaniem | Zwiększ temperaturę zalewania; ulepsz bramkowanie, aby wcześniej połączyć przepływy |
| Gorące rozdzieranie | Poszarpane pęknięcie przy zmianie zaokrąglenia lub przekroju | Naprężenie termiczne podczas późnego etapu krzepnięcia | Zwiększ promień zaokrąglenia; dodać elastyczność rdzeniom; podgrzać formę |
| Wtrącenia tlenkowe | Na obrobionym przekroju widoczne są ciemne smugi lub naloty | Wylewanie turbulentne, pofałdowane powłoki tlenkowe | Zmniejsz wysokość nalewania; użyj ceramicznego filtra piankowego; unikać przetapiania żużlu |
| Misrun | Niekompletne wypełnienie, zaokrąglone, niepełne krawędzie | Metal za zimny, cienki przekrój, słaba wentylacja | Zwiększ temperaturę zalewania; pogrubić cienkie ściany; dodać otwory wentylacyjne do formy |
Zrównoważone odlewanie aluminium — recykling, energia i gospodarka o obiegu zamkniętym
Aluminium jest powszechnie stosowanym metalem konstrukcyjnym, który najlepiej nadaje się do recyklingu, a ta właściwość zasadniczo zmienia rachunek zrównoważonego rozwoju projektów odlewów aluminiowych w porównaniu z alternatywami stali lub cynku. Recykling aluminium wymaga tylko 5% energii potrzebnej do wytworzenia pierwotnego aluminium z rudy boksytu — około 2–3 kWh/kg w przypadku produkcji wtórnej w porównaniu z 45–55 kWh/kg w przypadku produkcji pierwotnej (dane Międzynarodowego Instytutu Aluminium, 2023). Różnica w śladzie węglowym jest równie dramatyczna: aluminium wtórne wytwarza około 0,5–1,0 kg CO₂ na kg metalu w porównaniu z 8–12 kg CO₂ na kg w przypadku pierwotnego wytapiania opalanego węglem.
Koniec 75% całego aluminium, jakie kiedykolwiek wyprodukowano, jest nadal w użyciu – twierdzi Stowarzyszenie Aluminium. Sektor motoryzacyjny charakteryzuje się najwyższym wskaźnikiem recyklingu aluminium ze wszystkich zastosowań końcowych — pojazdy wycofane z eksploatacji stanowią gęste, posegregowane źródło czystego złomu stopów odlewniczych, który wraca do wtórnej produkcji stopu HPDC przy minimalnej degradacji jakości. Ta wydajność w obiegu zamkniętym jest jednym z powodów, dla których producenci samochodów wymieniają odlewy aluminiowe jako wybór projektowy pozytywnie wpływający na zrównoważony rozwój, nawet w przypadku energochłonnych platform pojazdów.
W przypadku operacji odlewniczych odzyskiwanie energii z gazów spalinowych z pieca, monitorowanie składu chemicznego stopu w czasie rzeczywistym w celu zminimalizowania cykli przetapiania oraz wyłożenie pieców z włókna ceramicznego, które zmniejszają straty ciepła o 15–25% w porównaniu ze starszymi konstrukcjami materiałów ogniotrwałych, przyczyniają się do zmniejszenia śladu środowiskowego w nowoczesnych zakładach odlewniczych aluminium. Kilka europejskich odlewni — w tym Rheinfelden Alloys i Novelis — zobowiązało się do przeprowadzenia do 2030 r. operacji odlewania aluminium neutralnej pod względem emisji dwutlenku węgla poprzez połączenie programów pozyskiwania energii odnawialnej i offsetu.
Pojawiające się trendy w odlewnictwie aluminium — co zmienia branżę
Branża odlewów aluminiowych przechodzi znaczące zmiany techniczne napędzane elektryfikacją, produkcją cyfrową i rozwojem nowych stopów. Zrozumienie tych trendów jest istotne dla każdego, kto planuje wieloletnie programy odlewania aluminium.
Mega-Casting i integracja strukturalna
Zastosowanie przez Teslę gigapras o masie 6000 i 9000 ton do odlewania całych sekcji tylnego podwozia pojazdów elektrycznych w postaci pojedynczego odlewu ciśnieniowego z aluminium — zastępując 70–100 pojedynczych tłoczonych i spawanych części — wywołało duże zainteresowanie w branży motoryzacyjnej. Toyota, Volvo, General Motors i kilku chińskich producentów OEM ogłosiło podobne programy. W odlewach wykorzystuje się niestandardowe odlewy ciśnieniowe o wysokiej próżni ze stopami Al-Si-Mg opracowanymi specjalnie do megaodlewania strukturalnego, uzyskując wydłużenia powyżej 10% i wytrzymałość na rozciąganie powyżej 250 MPa w stanie odlewu, bez obróbki cieplnej. Rozwój ten zasadniczo zmienia ekonomikę produkcji konstrukcji nadwozia w ilościach przekraczających 100 000 sztuk rocznie.
Formy i rdzenie piaskowe drukowane w 3D
Drukowanie strumieniowe spoiwa form z piasku krzemionkowego (przy użyciu systemów ExOne/Desktop Metal, Voxeljet i Viridis3D) wyeliminowało etap tworzenia wzoru z odlewania piaskowego, umożliwiając jednoczęściową produkcję złożonych odlewów aluminiowych z wewnętrznymi kanałami, których geometrycznie nie da się rdzeniować konwencjonalnymi metodami. Czas realizacji od pliku CAD do pierwszego odlewu już nadszedł 3–5 dni roboczych w przypadku drukowanych form piaskowych w porównaniu z 4–8 tygodniami w przypadku konwencjonalnego wzoru i narzędzi. Ford, John Deere i kilka firm z branży lotniczej i kosmicznej używają drukowanych form piaskowych do prototypowych i niskoseryjnych odlewów aluminiowych, a koszty części są konkurencyjne w stosunku do alternatywnych rozwiązań obrabianych maszynowo w przypadku złożonych geometrii.
Monitorowanie procesów w czasie rzeczywistym i kontrola jakości AI
Matryce czujników wbudowane w maszyny do odlewania ciśnieniowego rejestrują teraz profile ciśnienia wtrysku, temperatury powierzchni matryc i dane dotyczące prędkości metalu z rozdzielczością milisekundową. Modele uczenia maszynowego wytrenowane na danych historycznych dotyczących defektów mogą przewidywać porowatość skurczową i prawdopodobieństwo zamknięcia na zimno na podstawie sygnatur profili wtrysku przed wyjęciem części z matrycy — umożliwiając automatyczne odrzucanie wtrysków niezgodnych ze specyfikacją bez kontroli rentgenowskiej. Raportuje kilku dostawców odlewów samochodowych z poziomu 1 redukcja ilości złomów o 30–50% po wdrożeniu takich systemów monitorowania w czasie rzeczywistym, co przekłada się bezpośrednio na niższe koszty i lepsze wskaźniki zrównoważonego rozwoju.
Rozwój stopów do zarządzania temperaturą w pojazdach elektrycznych
Płyty chłodzące akumulatory EV wymagają stopów odlewniczych aluminium o wysokiej przewodności cieplnej, doskonałej szczelności ciśnieniowej (brak porowatości) i zdolności do tworzenia połączeń lutowanych. Standard A380 ma przewodność cieplną około 96 W/m·K — odpowiednie, ale nie optymalne. Firmy, w tym Novelis, Constellium i Impol, opracowują nowe stopy z rodziny Al-Si-Mg o kontrolowanej zawartości żelaza i miedzi, aby osiągnąć przewodność powyżej 160 W/m·K w stanie po odlaniu, umożliwiając bardziej kompaktowe i wydajne systemy akumulatorów chłodzonych cieczą. Jest to aktywny obszar badań nad stopami, objęty wieloma patentami zgłoszonymi w latach 2022–2024.
Często zadawane pytania dotyczące projektów odlewów aluminiowych
Jaki jest najlepszy stop aluminium do pierwszego projektu odlewniczego?
Dla początkujących korzystających z pieca przydomowego i form z zielonego piasku, tłoki z recyklingu (zwykle stop 4032 lub 2618) lub czysty wlewek A356 są doskonałym punktem wyjścia. Obydwa charakteryzują się dobrą płynnością w typowych przydomowych temperaturach zalewania wynoszących 700–730°C i żaden z nich nie zawiera znacząco toksycznych dodatków stopowych. A356 jest nieco bardziej tolerancyjny na wilgoć w piasku, ponieważ zawartość krzemu poprawia płynność nawet w niższych temperaturach. Unikaj nieznanego złomu z elektroniki lub części powlekanych — zanieczyszczenia z lutowia, odlewu cynkowego lub galwanizacji mogą powodować toksyczne opary i gorszą jakość odlewu.
Jak zapobiegać porowatości odlewów aluminiowych?
Porowatość ma dwie podstawowe przyczyny: rozpuszczony wodór (porowatość gazowa) i niewystarczające zasilanie skurczem (porowatość skurczowa). Aby rozwiązać problem porowatości gazowej, utrzymuj wszystkie materiały formy i metal w stanie suchym, użyj topnika pokrywającego i odgazuj stopiony materiał przed wylaniem. Aby rozwiązać problem porowatości skurczowej, upewnij się, że pion jest wystarczająco duży, aby pozostał płynny po zestaleniu odlewu — moduł pionu musi przekraczać moduł przekroju najcięższego odlewu o co najmniej 20%. Dreszcze umieszczone w sąsiedztwie ciężkich kształtowników również pomagają, przyspieszając lokalne krzepnięcie i zmniejszając zapotrzebowanie na skurcz.
Jaka jest minimalna grubość ścianki możliwa do uzyskania w odlewie aluminiowym?
Minimalna grubość ścianki zależy od procesu odlewania. Odlewanie ciśnieniowe umożliwia uzyskanie najcieńszych ścianek – tak niskich jak 0,8 mm w zoptymalizowanych konstrukcjach matryc z wtryskiem metalu o dużej prędkości. Odlewy inwestycyjne niezawodnie osiągają grubość 1,0–1,5 mm. Uchwyty do odlewania w formie stałej (matrycy grawitacyjnej) o minimalnej grubości 2–3 mm. Aby zapewnić niezawodne wypełnienie, odlewanie w piasku wymaga zazwyczaj ścianek o minimalnej grubości 3–5 mm, chociaż wykwalifikowani odlewnicy osiągnęli grubość 2 mm w mniejszych częściach przy użyciu stopów o wysokiej płynności krzemu i dobrze zamykanych formach.
Czy odlew aluminiowy można spawać?
Tak, można spawać wiele stopów odlewniczych aluminium, ale proces ten wymaga ostrożności. Stopy A356 i 535 są najczęściej spawanymi stopami odlewniczymi. Spawanie łukiem wolframowym w gazie (GTAW/TIG) drutem dodatkowym 4043 lub 5356 jest standardową praktyką. Części HPDC zawierające A380 są ogólnie uważane za niespawalne w zastosowaniach konstrukcyjnych ze względu na zawartość miedzi i porowatość gazu uwalnianego podczas spawania. W przypadku spawania odlewu aluminiowego należy podgrzać obszar do 150–200°C, aby zmniejszyć pękanie pod wpływem szoku termicznego, a w przypadku złączy konstrukcyjnych w A356 zaleca się odprężanie po spawaniu w temperaturze 175°C przez 2–4 godziny.
Jak długo trwa wykonanie odlewów aluminiowych?
Czasy realizacji różnią się znacznie w zależności od procesu i lokalizacji dostawcy. W przypadku odlewów z formy piaskowej drukowanych w 3D (ilości prototypów) czas realizacji pierwszego artykułu wynosi: 3–10 dni roboczych można uzyskać od uznanych dostawców. Konwencjonalny odlew piaskowy z nowym wzorem: 4–8 tygodni na wykonanie wzoru plus 1–2 tygodnie na odlewanie. HPDC z nowym oprzyrządowaniem: 10–20 tygodni na produkcję matryc, następnie wielkość produkcji w ciągu 2–4 tygodni. Odlewanie metodą traconą: 8–16 tygodni na oprzyrządowanie, 3–6 tygodni na produkcję. Przyspieszone programy narzędziowe o wyższych kosztach mogą skrócić te terminy o 30–50% w przypadku dostawców premium.
Jaka jest różnica między odlewaniem ciśnieniowym a odlewaniem aluminium w piasku?
Odlewanie piaskowe wykorzystuje jednorazowe formy piaskowe, które są niszczone w celu uwolnienia części — umożliwiając złożoną geometrię i bardzo duże części, ale przy niższym wykończeniu powierzchni, szerszych tolerancjach i wolniejszych czasach cykli. Odlewanie ciśnieniowe wykorzystuje formy (matryce) ze stali trwale hartowanej i wtryskuje metal pod wysokim ciśnieniem — osiągając doskonałe wykończenie powierzchni (1–2 µm Ra), wąskie tolerancje (± 0,05–0,15 mm) i bardzo wysokie tempo produkcji (cykle 30–120 sekund), ale przy wysokich kosztach oprzyrządowania i minimalnych wymaganiach ilościowych, które sprawiają, że jest to nieekonomiczne poniżej około 10 000 części. Odlewanie piaskowe jest lepsze w przypadku prototypów, dużych części i małych ilości; Odlewanie ciśnieniowe doskonale sprawdza się w produkcji wielkoseryjnej małych i średnio precyzyjnych komponentów.
Czy odlewanie aluminium jest przyjazne dla środowiska?
Odlewanie aluminium przy użyciu stopu wtórnego (z recyklingu) należy do bardziej korzystnych dla środowiska procesów obróbki metali. Aluminium wtórne wymaga jedynie 5% energii potrzebnej do produkcji aluminium pierwotnego i generuje ułamek emisji CO₂. Wysoka zdolność aluminium do recyklingu – przy wskaźnikach recyklingu przekraczających 90% w sektorze motoryzacyjnym – oraz przepływ materiału w obiegu zamkniętym w wielu odlewniach sprawiają, że jest ono znacznie bardziej ekologiczne niż procesy wykorzystujące metale pierwotne. Główne problemy środowiskowe to emisja fluoru wynikająca ze stosowania topnika (kontrolowana za pomocą mokrych płuczek w nowoczesnych odlewniach) oraz zarządzanie chłodziwem w operacjach obróbki skrawaniem.
Czy mogę anodować części z odlewanego ciśnieniowo aluminium?
Standardowe stopy HPDC, takie jak A380 (zawierający 3–4% miedzi), nie anodują w celu uzyskania wykończenia o stałej jakości — zawartość miedzi powoduje brązowe lub czarne plamy w warstwie anodowej. W przypadku anodowanych powierzchni na odlewanym ciśnieniowo aluminium należy wybrać stop o niskiej zawartości miedzi, taki jak A360 (miedź poniżej 0,6%) lub specjalny kosmetyczny stop do odlewania ciśnieniowego. Stopy A356 i 535 anodują czysto i równomiernie przyjmują barwniki. Jeśli wymagane jest odlewanie ciśnieniowe i określone jest anodowanie, należy współpracować z dostawcą odlewu, aby wybrać odpowiedni stop o niskiej zawartości miedzi na etapie projektowania, zamiast odkrywać niezgodność po zbudowaniu oprzyrządowania.




